-
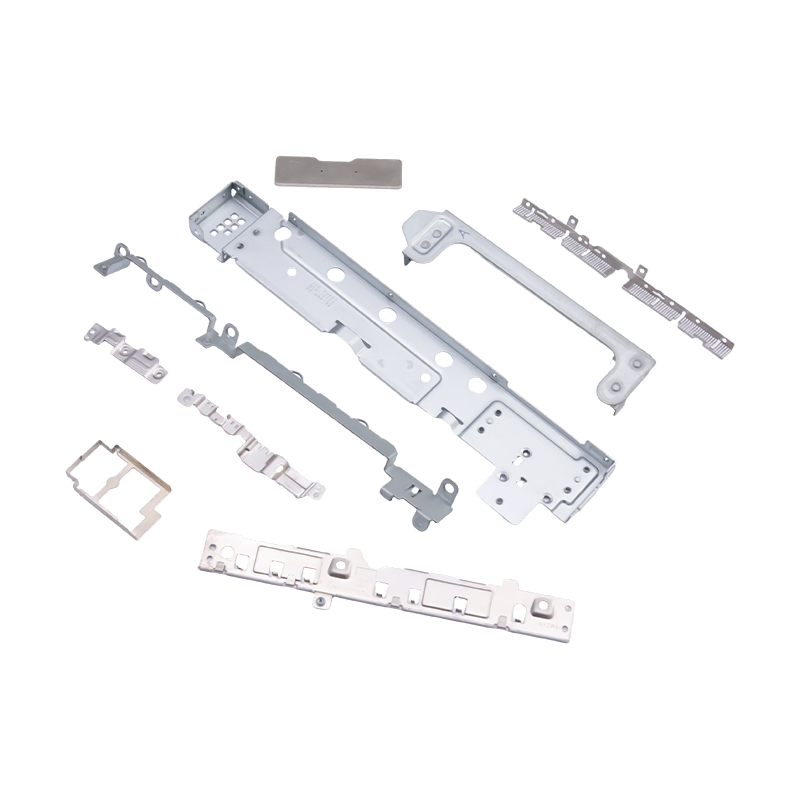
Dizüstü bilgisayarlar ve cep telefonları için küçük damgalı parçalar
Modern taşınabilir elektroniklerin temel dahili...
-
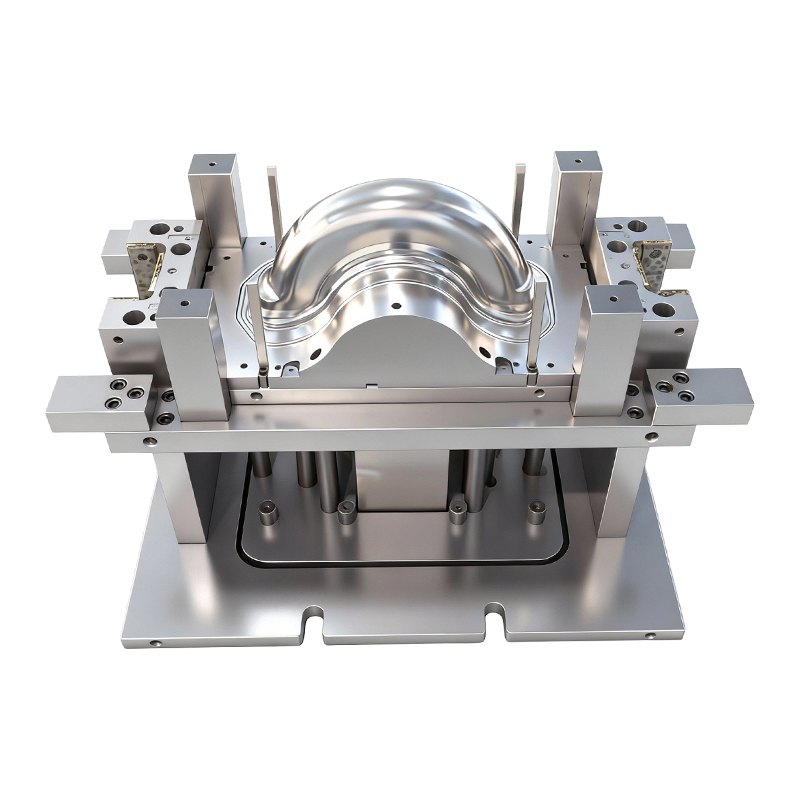
İki tekerlekli elektrikli araçların ön ve arka tekerlekleri için derin çekme kalıbı
İki tekerlekli elektrikli araçların ön ve arka ...
-
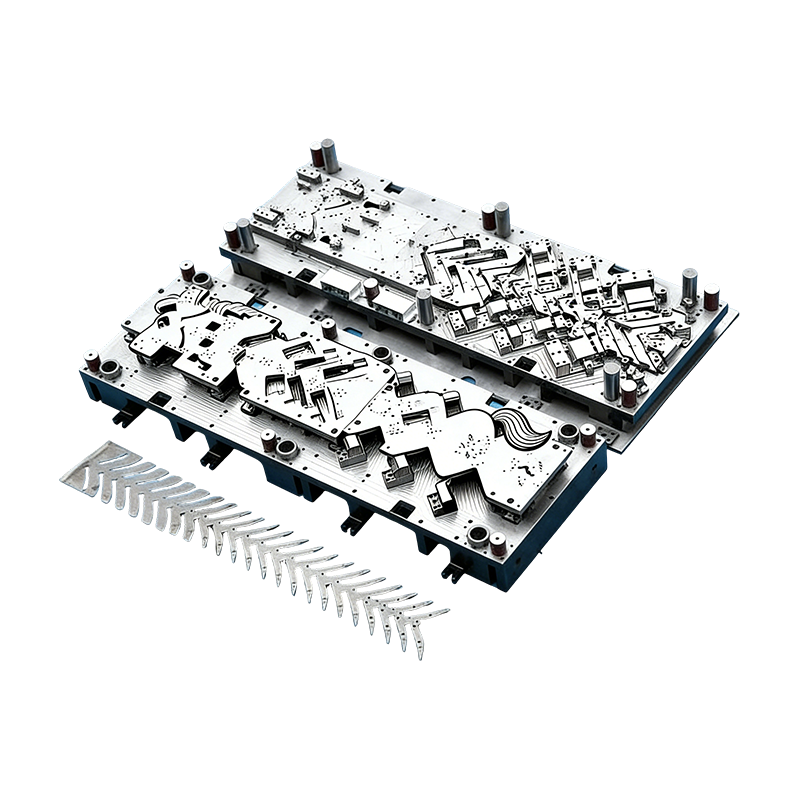
Otomotiv parçaları için progresif kalıplar
Otomotiv motor muhafazasına yönelik bu Sürekli ...
-
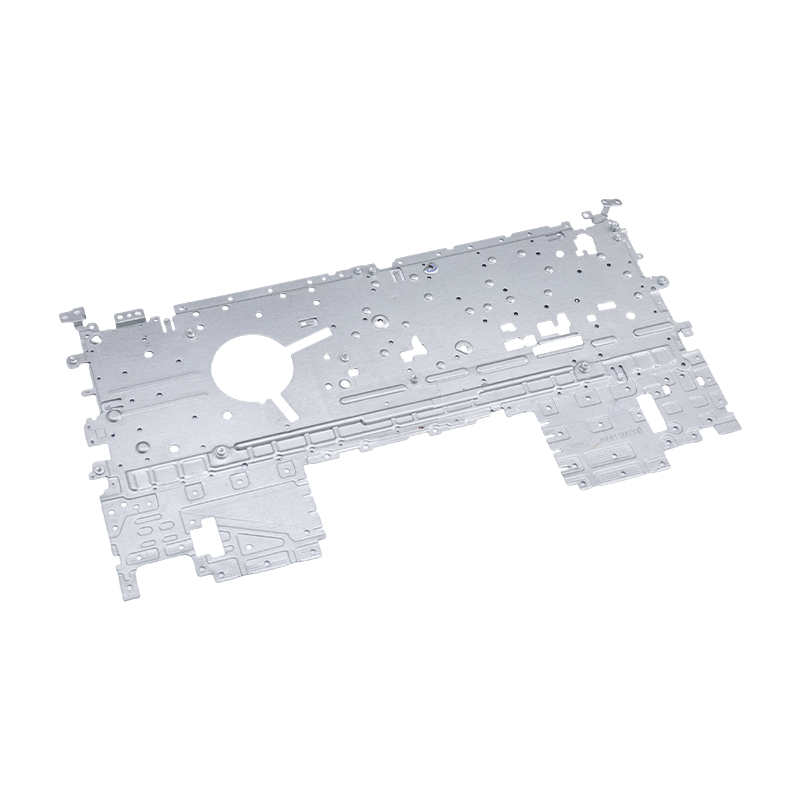
Dizüstü damgalama parçaları
Dizüstü bilgisayar damgalama parçalarımız, dizü...
-
Üst düzey fırın damgalama parçaları
Üst düzey fırın damgalama parçalarımız, birinci...
Sektör Haberleri
Metal Damgalama Parçaları: Türler ve Uygulamalar
2026-04-27
Metal Damgalama Parçaları Nedir ve Hassasiyet Neden Önemlidir?
Metal damgalama parçaları düz metal levha stokuna kalıplar ve zımbalar aracılığıyla kontrollü kuvvet uygulanarak, kesme, delme, bükme, çekme ve basma gibi işlemlerle ham maddeyi hassas biçimde şekillendirilmiş yapısal ve işlevsel öğelere dönüştürerek üretilen bileşenlerdir. Geometriyi elde etmek için malzemeyi kaldıran işlemenin aksine, damgalama metalin yerini alır ve şekillendirir, kesme aşamasında neredeyse hiç malzeme israfı oluşturmaz ve parça başına saniyenin kesirleri cinsinden ölçülen döngü sürelerine olanak tanır. Hız, tekrarlanabilirlik ve boyutsal tutarlılığın birleşimi, metal damgalamayı büyük hacimli metal levha bileşenlerinin gerekli olduğu her yerde baskın üretim süreci haline getirir.
Hassasiyet, endüstriyel kalitede damgalamayı ticari sac metal işlerinden ayıran tanımlayıcı özelliktir. Tüketici elektroniği, otomotiv montajları ve ev aletleri gibi uygulamalarda, damgalı bileşenlerin kritik boyutlarda ±0,05 mm kadar sıkı toleransları karşılaması ve düzlük sapmalarının parça yüzeyi boyunca 0,1 mm'den az olacak şekilde kontrol edilmesi gerekir. Yüzbinlerce parçadan oluşan üretim süreçlerinde bu spesifikasyonlara tutarlı bir şekilde ulaşmak, mikron düzeyinde doğrulukla tasarlanmış ilerici kalıp takımlarını, gerçek zamanlı tonaj izleme özelliğine sahip servo tahrikli pres sistemlerini ve üretim hızında çapak yüksekliğini, delik konumu sapmasını ve yüzey kusurlarını tespit edebilen hat içi görsel denetim gerektirir.
Metal damgalamada işlenen malzemeler geniş bir yelpazeye yayılmaktadır. Soğuk haddelenmiş çelik (SPCC, DC01), elektro galvanizli sac, sıcak daldırma galvanizli çelik, 304 ve 430 kalite paslanmaz çelik, 1050 ve 5052 alüminyum alaşımları, bakır alaşımları ve berilyum bakırın tümü, hedef uygulamanın mekanik, korozyon direnci ve iletkenlik gereksinimlerine bağlı olarak rutin olarak damgalanır. Malzeme seçimi, kalıp aşınma oranını, geri esneme davranışını, yüzey bitirme kalitesini ve bitmiş damgalamanın gerektireceği alt işlem süreçlerini (kaplama, anotlama, toz kaplama) doğrudan etkiler.
Elektronik Damgalama Parçaları: Modern Cihazların Kalbinde Hassasiyet
Elektronik damgalama parçaları metal damgalama endüstrisinin teknik açıdan en zorlu segmentlerinden birini temsil etmektedir. Baskılı devre kartı düzenekleri, konektörler, terminaller, EMI koruma kutuları, pil kontakları, anahtar muhafazaları ve sensör braketleri için üretilen bileşenler, milimetre altı boyutsal doğruluğu belirli elektrik, termal ve mekanik performans özellikleriyle birleştirmelidir; bunların tümü rekabetçi tüketici elektroniği pazarlarının ciddi maliyet kısıtlamaları dahilindedir.
Konektör terminalleri ve kontak yayları üretimi en zorlu elektronik damgalama parçaları arasındadır. 0,1 mm'den 0,5 mm'ye kadar kalınlıklarda fosfor bronz, berilyum bakır veya pirinç şerit stoğundan üretilen bu parçalar, aynı anda profili boşaltan, yay geometrisini oluşturan ve tek bir pres darbesinde temas yüzeyini şekillendiren çok aşamalı progresif kalıplar gerektirir. Temas kuvveti, takma/çıkarma döngüsü dayanıklılığı ve temas direnci (tipik olarak 1000 takma döngüsünden sonra 10 mΩ'un altında olması gerekir) genel malzeme sertifikaları yerine uygulamaya özel test protokolleri aracılığıyla doğrulanır.
EMI Koruma Kutuları ve RF Muhafazaları
EMI koruyucu kutular, nikel-gümüş, soğuk haddelenmiş çelik veya 0,15-0,3 mm kalınlığında paslanmaz çelik sacdan oluşturulan ince duvarlı elektronik damgalama parçalarıdır. İşlevleri, yüksek hızlı işlemci modüllerinden, kablosuz iletişim IC'lerinden ve yoğun nüfuslu PCB'lerdeki güç yönetimi devrelerinden kaynaklanan radyo frekansı emisyonlarını kontrol altına almaktır. Kutunun çevresinin ve yüksekliğinin boyutsal doğruluğu kritik öneme sahiptir: oturma flanşındaki 0,1 mm'yi aşan boşluklar, 1 GHz'in üzerindeki frekanslarda koruma etkinliğini 10-20 dB kadar tehlikeye sokan açıklıklar oluşturur, bu da cihazın radyo performansını doğrudan düşürür ve potansiyel olarak düzenleyici sertifika başarısızlığına neden olur.
Akü Kontakları ve Yaylı Terminaller
Taşınabilir cihazlardaki pil temas yayları, pil takma ve çıkarma döngüsü ömrünün tamamı boyunca (tüketici cihazlar için genellikle 500-1.000 döngü) tutarlı bir temas kuvveti sağlamalıdır. Bu kategorideki elektronik damgalama parçaları, kontak ucuna altın veya nikel kaplama uygulanmış paslanmaz çelik veya fosfor bronzdan üretilir. Yay geometrisi - konsol, sarmal veya katlanmış - temas kuvvetinin pil hücresi ve mahfazanın tam boyutlu tolerans yığını boyunca belirtilen pencere (tipik olarak 1-3 N) dahilinde kalmasını sağlamak için takım tasarımı sırasında sonlu eleman simülasyonu yoluyla optimize edilir.
Dizüstü Bilgisayar Damgalama Parçaları: İnce Profil Montajlarında Yapısal Hassasiyet
Dizüstü damgalama parçaları onları genel elektronik damgalama parçalarından ayıran benzersiz bir dizi kısıtlama altında çalışırlar. Kasa kalınlıkları artık düzenli olarak 14 mm'nin altında ve toplam sistem ağırlıkları 1 kg'ın altında olan daha ince, daha hafif dizüstü bilgisayar tasarımlarına yönelik aralıksız çaba, minimum malzeme kalınlığında maksimum yapısal sağlamlık sağlayan ve milimetrenin onda biri cinsinden ölçülen montaj zarflarına uyum sağlayan damgalı bileşenler gerektirir.
Menteşe braketi, herhangi bir dizüstü bilgisayar tasarımında mekanik açıdan en zorlu dizüstü bilgisayar damgalama parçalarından biridir. Çekme mukavemeti 600 MPa'yı aşan yüksek mukavemetli paslanmaz çelik veya soğuk haddelenmiş çelikten oluşturulan menteşe braketleri, kalıcı deformasyon veya yüzey çatlaması olmaksızın, kapak açma-kapama işlemlerinin döngüsel yorulma yüküne (ticari sınıf dizüstü bilgisayarlarda genellikle 20.000-30.000 döngü olarak derecelendirilmiştir) dayanmalıdır. Menteşe deliği konumlarında aşamalı damgalama ve ardından damgalama, delik çapının ve konum doğruluğunun, menteşe pivot pimi düzeneğinin sıkı geçmeli geçme gereksinimlerini karşılamasını sağlar.
Dahili kasa takviye braketleri, anakart montaj ayırıcıları, termal modül tutma klipsleri ve klavye arka plaka destek çerçeveleri, boyutsal yığın yönetiminin kritik olduğu dizüstü bilgisayar damgalama parçalarının ek kategorileridir. Sistem seviyesindeki montaj toleransları bir milimetrenin kesirleri cinsinden ölçülürken, manuel ayar gerektirmeden robotik montaja izin vermek için her damgalamanın tutarlı bir şekilde kendi tolerans penceresine (genellikle delik konumlarında ±0,1 mm ve kritik bağlantılarda ±0,05 mm) ulaşması gerekir. Korozyon direnci ve topraklama iletkenliği gereksinimlerini karşılamak için bu parçalara akımsız nikel kaplama, siyah oksit ve kimyasal dönüşüm kaplaması dahil yüzey işlemleri uygulanır.
Ev Aletleri Damgalama Parçaları: Onlarca Yıllık Hizmet için Tasarlanmış Dayanıklılık
Ev aletleri damgalama parçaları, buzdolaplarının, çamaşır makinelerinin, klimaların ve mikrodalga fırınların temel yapısal ve işlevsel iskeletini oluşturur. Tipik olarak üç ila beş yıllık ürün ömrünün olduğu tüketici elektroniğinden farklı olarak, büyük ev aletleri, nem, sıcaklık döngüsü, titreşim ve temizlik maddelerinden kaynaklanan kimyasallara maruz kalma gibi ev ortamlarında on ila on beş yıl boyunca sürekli çalışacak şekilde tasarlanmıştır. Bu ürünlerin içindeki damgalı metal bileşenlerin bu dayanıklılık beklentisine uyması gerekir.
Ev aletlerinin damgalama parçalarına yönelik malzeme seçimi, bu uzun hizmet ömrü gereksinimini yansıtmaktadır. Galvanizli çelik sac (sıcak daldırmalı veya elektrogalvanizli), yoğuşmaya ve temizlik maddelerine maruz kalan iç panellerde ve şasi bileşenlerinde korozyona karşı koruma sağlar. 430 kalite paslanmaz çelik, kozmetik görünüm ve leke direncinin birinci sınıf gereklilikler olduğu çamaşır makinelerindeki görünür dış yüzeyler ve iç tambur bileşenleri için belirtilmiştir. Ağırlığın azaltılması ve anotlama uyumluluğunun öncelikli olduğu ısı eşanjörü kanatlarında ve dekoratif ön panellerde alüminyum alaşımlı levha (tipik olarak 3003 veya 5052) kullanılır.
Yapısal Roller: Braketler, Şasi ve Bağlantı Parçaları
Cihaz montajında, ev cihazı damgalama parçaları üç temel yapısal işlevi yerine getirir. Motor montaj braketleri, dahili motorları (buzdolaplarındaki kompresörler, çamaşır makinelerindeki tahrik motorları, klima iç ünitelerindeki fan motorları) titreşimi izole etmek ve ürün ömrü boyunca bağlantı elemanlarının yerlerindeki yorulma arızalarını önlemek için yeterli sağlamlıkla cihaz çerçevesine sabitler. Şasi damgaları, cihaz gövdesini destekleyen, iç bileşenlerin ağırlığını taşıyan ve tüm montaj işlemlerinin referans alındığı boyutsal verileri sağlayan yük taşıyan iskeleti oluşturur. Bağlantı parçaları ana alt montajları birbirine bağlar ve mekanik yükleri yapısal çerçeve, kapı menteşeleri, kontrol paneli montaj yapıları ve boru veya kablo demeti yönlendirme braketleri arasında aktarır.
Cihaz Sınıfı Damgalamalar için Kalite Kontrol Gereksinimleri
Ev aletlerinin uzun hizmet ömrü taleplerini karşılamak için ev aletleri damgalama parçalarının üretimi sırasında sıkı kalite kontrolleri yapılmaktadır. Aşağıdaki muayene parametreleri, gelen muayenede, proses içi kontrol noktalarında ve nihai kabulde rutin olarak doğrulanır:
- Düzlük ve form doğruluğu: Şasi panelleri ve braket montaj yüzeyleri, montajın uygun şekilde oturmasını sağlamak ve bağlantı noktalarında gerilim yoğunlaşmasını önlemek amacıyla spesifikasyon dahilindeki düzlüğü (tipik olarak tam panel uzunluğu boyunca 0,3-0,8 mm) doğrulamak için yüzey plakaları veya CMM fikstürleri üzerinde kontrol edilir.
- Korozyon direnci: ISO 9227'ye göre tuz püskürtme testi - uygulamaya bağlı olarak 72 ila 240 saat - kaplama sisteminin (çinko kaplama, galvanizleme veya toz boya) amaçlanan hizmet ortamı için yeterli koruma sağladığını doğrular.
- Kritik özelliklerin boyutsal doğrulaması: Montaj arayüzlerindeki delik çapları, kenardan deliğe mesafeler ve bükülmüş flanş açıları, parçaların üretim çalışması boyunca tolerans penceresi içinde kaldığını doğrulamak için optik karşılaştırıcı veya koordinat ölçüm makinesi tarafından tanımlanmış örnekleme frekanslarında ölçülür.
- Çapak yüksekliği kontrolü: Kablo izolasyonunun hasar görmesini, montaj sırasında operatörün yaralanmasını ve cihazın çalışması sırasında yorulma çatlaklarını başlatabilecek gerilim yoğunlaşmasını önlemek için açıkta kalan kenarlar ve zımbalanmış delikler çapak yüksekliği (genellikle 0,1 mm'nin altında olması gerekir) açısından kontrol edilir.
Damgalama Segmentleri Arasında Uygulama Gereksinimlerinin Karşılaştırılması
Üç ana bölüm (genel metal damgalama parçaları, elektronik damgalama parçaları, dizüstü bilgisayar damgalama parçaları ve ev aletleri damgalama parçaları) aynı temel üretim sürecini paylaşır ancak malzeme kalitesi, boyut toleransı, yüzey kalitesi ve servis ortamı gereksinimleri açısından önemli ölçüde farklılık gösterir. Aşağıdaki tablo, spesifikasyon ve kaynak bulma kararlarını destekleyen temel farklılıkları özetlemektedir:
| Özellik | Elektronik Damgalama Parçaları | Dizüstü Bilgisayar Damgalama Parçaları | Ev Aletleri Damgalama Parçaları |
|---|---|---|---|
| Tipik Malzeme Kalınlığı | 0,1 – 0,5 mm | 0,3 – 1,0 mm | 0,5 – 2,5 mm |
| Anahtar Malzemeler | Fosfor bronz, berilyum bakır, nikel-gümüş | Yüksek mukavemetli paslanmaz çelik, soğuk haddelenmiş çelik | Galvanizli çelik, paslanmaz çelik 430, alüminyum alaşımı |
| Boyutsal Tolerans | ±0,02 – ±0,05 mm | ±0,05 – ±0,10 mm | ±0,10 – ±0,30 mm |
| Birincil Performans Odaklılığı | İletkenlik, temas kuvveti, EMI zayıflaması | Yorulma ömrü, sertlik, ağırlık minimizasyonu | Korozyon direnci, yapısal yük kapasitesi |
| Yüzey İşlem | Altın kaplama, nikel kaplama, kalay kaplama | Akımsız nikel, siyah oksit, kimyasal dönüşüm | Sıcak daldırma galvanizleme, toz boya, eloksal |
| Tasarım Hizmet Ömrü | 3 – 5 yıl (tüketici döngüsü) | 3 – 7 yıl | 10 – 15 yıl |

Metal Damgalama Parçalarının Tedarik Edilmesi: Bir Tedarikçide Neler Değerlendirilmeli?
Yetenekli bir damgalama tedarikçisinin seçilmesi, teknik altyapının, kalite yönetim sistemlerinin ve üretim kapasitesinin paralel olarak değerlendirilmesini gerektirir. Doğrulanmış takımlama kapasitesi, proses içi denetim ekipmanı ve yüzey işleme kontrolü olmayan bir tedarikçiden alınan en düşük birim fiyat teklifi, yeniden işleme, hat durmaları ve saha iadeleri nedeniyle sürekli olarak daha yüksek toplam maliyet üretecektir. Aşağıdaki kriterler yapılandırılmış bir değerlendirme çerçevesi sağlar:
- Takım tasarımı ve bakım kapasitesi: Şirket içi aşamalı kalıp tasarımı, CNC takım odası ekipmanı ve belgelenmiş kalıp bakım programları, parça kalitesini sıralamaya güvenmek yerine takım varlığı aracılığıyla kontrol edebilen bir tedarikçinin göstergeleridir.
- Pres kapasitesi aralığı: 25 tonluk tezgah preslerinden 400 tonluk boşluk çerçeveli veya düz kenarlı preslere kadar uzanan bir tedarikçi filosu, hem hassas elektronik damgalama parçalarını hem de ağır kalibreli ev aletleri damgalama parçalarını tek bir kaynak ilişkisi içinde kullanma becerisini gösterir.
- Metroloji ve muayene altyapısı: Sahadaki CMM yeteneği, optik karşılaştırıcılar, yüzey pürüzlülük test cihazları ve tuz püskürtme test odaları, tedarikçinin yalnızca görsel incelemeye güvenmek yerine objektif kalitede veriler üretebileceğini gösteriyor.
- Sertifikalar: Temel kalite yönetim sistemi olarak ISO 9001:2015; Otomotiv tedarik zinciri katılımı için IATF 16949; Çevre yönetimi için ISO 14001 — özellikle yüzey işleme süreçleri düzenlenmiş kimyasalları içerdiğinde geçerlidir.
- Malzeme izlenebilirliği: Üretim parti kayıtlarıyla bağlantılı fabrika sertifikaları, arıza analizi ekiplerinin sahadaki kusurları belirli malzeme ısılarına ve işleme süreçlerine kadar izlemesine olanak tanır; bu, düzenlemeye tabi son pazarlara tedarik edilen dizüstü bilgisayar damgalama parçaları ve elektronik damgalama parçaları için tartışılamaz bir gerekliliktir.
Önceki yazı
Hafif, Yüksek Hassasiyet: EV Gövde Paneli Yeniliğini Güçlendiren Derin Çekme Kalıp Stratejileri
Sonraki Gönderi
Gövde Panellerinden Akü Muhafazalarına: Otomotiv Derin Çekme Kalıplarının Arkasındaki Mühendislik
Bizim Ürünler.
İşinize Burada Bir OEM Üreticisiyle Başlayın!
Küresel müşterilere eksiksiz anahtar teslim çözümler sağlayın
aracılığıyla
yenilik!
HIZLI BAĞLANTILAR
İLETİŞİM BİLGİLERİ.
-
 +86-139 1308 8972
+86-139 1308 8972 -

-
 No. 118 Yexin Yolu, Wujiang Ekonomik Kalkınma Bölgesi, Suzhou, Çin
No. 118 Yexin Yolu, Wujiang Ekonomik Kalkınma Bölgesi, Suzhou, Çin
Telif hakkı © Suzhou Shuangqisi Kalıp Ekipmanları Co, Ltd Tüm Hakları Saklıdır. Özel Damgalama Kalıbı Metal Damgalama Kalıbı Üreticileri
