-
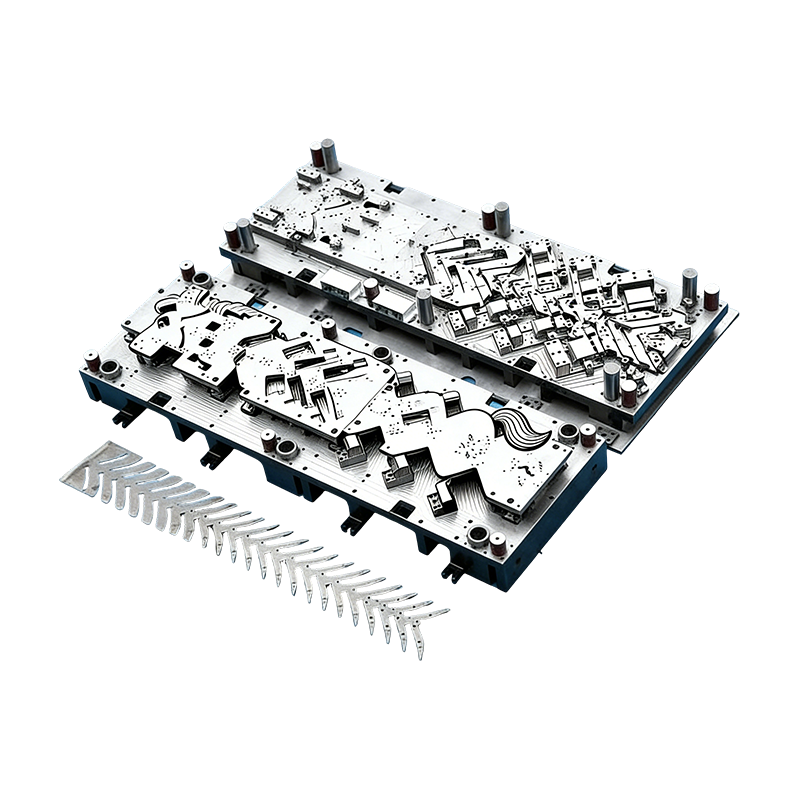
Otomotiv parçaları için progresif kalıplar
Otomotiv motor muhafazasına yönelik bu Sürekli ...
-
Gaz deposu sonu damgalama parçaları
Gaz deposu ucu damgalama parçaları, soğuk hadde...
-
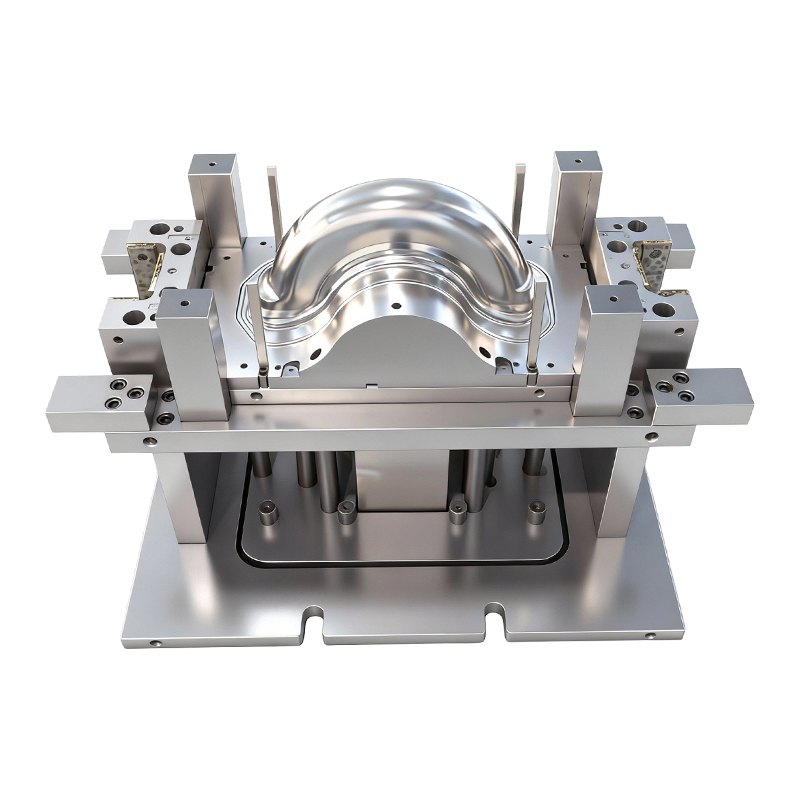
İki tekerlekli elektrikli araçların ön ve arka tekerlekleri için derin çekme kalıbı
İki tekerlekli elektrikli araçların ön ve arka ...
-

Otomotiv motor gövdesi damgalama parçaları
Otomotiv motor mahfazası damgalama parçaları, y...
-
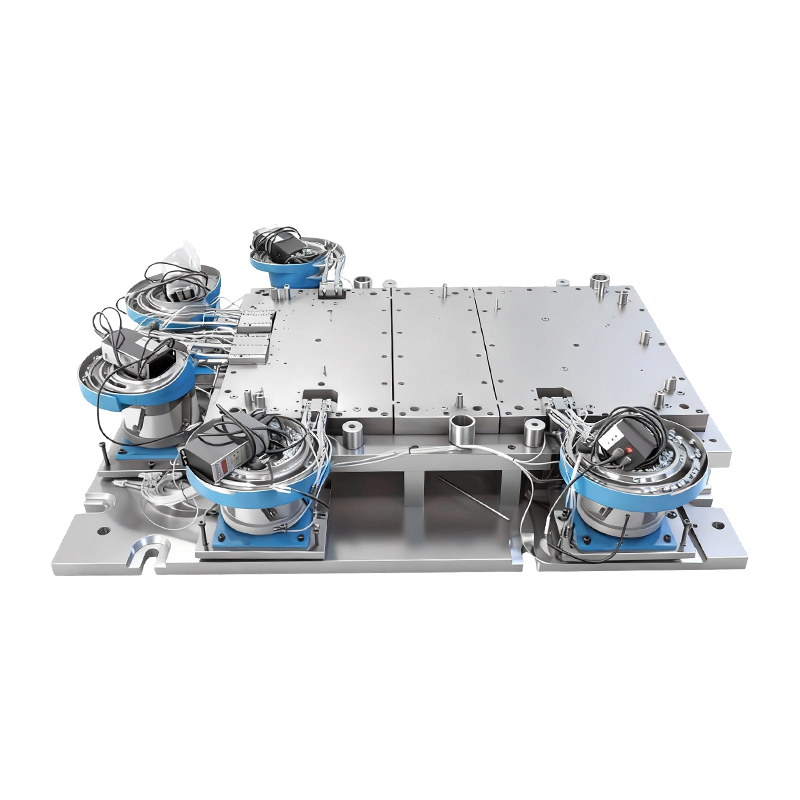
Büyük bilgisayar makine tabanı için otomatik perçinleme kalıbı
Büyük Bilgisayar Makine Tabanı için Bu Otomatik...
-
Üst düzey fırın damgalama parçaları
Üst düzey fırın damgalama parçalarımız, birinci...
Sektör Haberleri
Ana sayfa / Haberler / Sektör Haberleri / Gövde Panellerinden Akü Muhafazalarına: Otomotiv Derin Çekme Kalıplarının Arkasındaki Mühendislik
Gövde Panellerinden Akü Muhafazalarına: Otomotiv Derin Çekme Kalıplarının Arkasındaki Mühendislik
2026-04-21
Otomotiv Damgalama Kalıpları Nedir ve Nasıl Çalışır?
Otomotiv damgalama ölür kontrollü plastik deformasyon yoluyla düz metal levhaları karmaşık üç boyutlu bileşenler halinde şekillendirmek için kullanılan hassas takımlama sistemleridir. Çeşitli türler arasında, çizim ölür ve derin çekme ölür kapı dış panelleri ve kaportalardan akü muhafazaları ve yapısal takviyelere kadar içi boş veya fincan şeklindeki parçaların üretiminde en kritik olanlardır.
Derin çekme işlemi, düz bir metal ham parçanın bir zımba kullanarak bir kalıp boşluğuna bastırılmasıyla çalışır; bu sırada boş tutucu, metal akışını yönlendirmek ve kusurları önlemek için kontrollü bir kuvvet uygular. Sığ şekillendirmenin aksine, derin çekme, genellikle 2,5:1'i aşan bir çekme oranına (işlenmemiş parça çapının zımba çapına oranı) ulaşır ve genişliklerine göre önemli ölçüde daha derin parçaların üretilmesine olanak tanır. Bu yetenek, karmaşık geometrinin ve yapısal bütünlüğün bir arada bulunması gereken otomotiv uygulamaları için gereklidir.
Tam bir kalıp düzeneği tipik olarak dört ana bileşenden oluşur:
- yumruk metal boşluğun içine doğru fiziksel olarak deforme olur
- ölmek (dişi kalıp), oluşturulan parçanın dış şeklini ve boyutlarını tanımlayan
- boş tutucu malzeme akışını yönetmek için sac flanş üzerine ayarlanabilir basınç uygulayan
- ölmek set (taban ve kılavuz tertibatı), üretim döngüleri boyunca hassas hizalama ve tekrarlanabilirlik sağlar
Bu bileşenlerin birlikte, tipik olarak aynı seviyede tutulan tolerans seviyeleri ile tasarlanması gerekir. ±0,02 mm yılda yüzbinlerce parçaya ulaşabilen yüksek hacimli üretim süreçlerinde boyutsal doğruluk sağlar.
Yüksek Performanslı Derin Çekme Kalıpları için Temel Tasarım Kriterleri
Otomotiv kullanımına yönelik etkili derin çekme kalıplarının tasarlanması, birden fazla rakip mühendislik talebinin dengelenmesini gerektirir. Kötü tasarım çatlamaya, kırışmaya, geri esnemeye veya erken takım aşınmasına neden olur ve bunların tümü doğrudan üretim maliyetlerini ve arıza süresini artırır. Aşağıdaki parametreler tutarlı, hatasız çıktı elde etmede merkezi öneme sahiptir.
Boş Tutucu Kuvvet Kontrolü
Boş tutucu kuvveti (BHF), derin çekme işleminde en etkili değişkenlerden biridir. Yetersiz BHF, metal levhanın içe doğru akarken bükülmesine ve kırışmasına neden olur; aşırı BHF malzeme akışını kısıtlar ve zımba yarıçapında yırtılma veya çatlamaya yol açar. Çağdaş otomotiv damgalama ölür Strok döngüsü boyunca basıncı dinamik olarak ayarlayabilen hidrolik veya servo kontrollü boş tutucular kullanın; şekillendirme derinliğine ve malzeme türüne bağlı olarak genellikle maksimum kuvvetin %20 ila %80'i arasında değişir.
Yüzey Pürüzlülüğü ve Sürtünmenin Azaltılması
Metal levhayla temas eden kalıp yüzeyleri, sürtünmeden kaynaklanan incelmeyi ve aşınmayı en aza indirmek için ultra pürüzsüz bir yüzey elde etmelidir. Yüksek performans için endüstri standartları derin çekme ölür yüzey pürüzlülüğü gerektirir Ra ≤ 0,05μm Parlatma, sert krom kaplama veya TiCN veya DLC (elmas benzeri karbon) gibi fiziksel buhar biriktirme (PVD) kaplamalar yoluyla elde edilir. Bu kaplamalar aynı zamanda seri üretim ortamlarında değiştirme aralıklarını azaltarak takım ömrünü önemli ölçüde uzatır.
Modüler Takımlama Mimarisi
Modüler kalıp yapıları, zımbalar, kesici uçlar veya boş tutucu segmentler gibi ayrı bileşenlerin, tam kalıbın değiştirilmesini gerektirmek yerine bağımsız olarak değiştirilmesine olanak tanır. Paylaşılan platformlarda birden fazla model çeşidi çalıştıran otomotiv OEM'leri için modülerlik, takım yatırımını %25-40 oranında azaltır ve değişim süresini saatlerden dakikalara indirir. Bu tasarım yaklaşımı aynı zamanda bakım planlamasını da basitleştirir ve mühendislik değişiklik emirlerine (ECO'lar) daha hızlı adaptasyon sağlar.
Geleneksel Araçlarda ve Elektrikli Araçlarda Uygulamalar
Derin çekmenin temel mekaniği tutarlı kalırken, geleneksel araçlara ve elektrikli araçlara (EV'ler) yönelik özel gereksinimler önemli ölçüde farklılık gösteriyor; bu da malzeme, geometri ve yapısal önceliklerdeki farklılıkları yansıtıyor.
| Parametre | Geleneksel Araçlar | Elektrikli Araçlar |
|---|---|---|
| Birincil malzemeler | Yumuşak çelik, HSLA çeliği | Alüminyum alaşımı, magnezyum-alüminyum alaşımı |
| Tipik çizim oranı | 1.8:1 – 2.2:1 | 2,5:1 ve üzeri |
| Anahtar oluşturulmuş bileşenler | Kapı panelleri, kaportalar, bagaj kapakları | Akü muhafazaları, motor muhafazaları, zemin tepsileri |
| Tolerans gereksinimi | ±0,05 mm (gövde panelleri) | ±0,02 mm (battery enclosures) |
| Kalıp malzemesi mücadelesi | Çelik şekillendirme için aşınma direnci | Yumuşak alaşımlarla safra oluşumunun önlenmesi |
EV'ye özgü uygulamalar için, çizim ölür Magnezyum-alüminyum alaşımlı pil muhafazaları için tasarlanan pil muhafazaları benzersiz zorluklarla karşı karşıyadır. Bu hafif alaşımlar çeliğe göre daha düşük sünekliğe sahiptir ve geri esnemeye ve yüzey çizilmesine daha yatkındır. Bu bileşenlere yönelik kalıplar, uzun üretim süreçleri boyunca tutarlı sürtünme koşullarını korumak için kalıp yapısına entegre edilmiş özel yağlayıcı dağıtım kanallarının yanı sıra, malzeme akışını iyileştirmek için tipik olarak ısıtılmış aletlerle (200–300°C'de sıcak şekillendirme) tasarlanmıştır.
Kalıp Mühendisliğinde Simülasyon Teknolojileri ve Akıllı İzleme
Çağdaş otomotiv damgalama ölür herhangi bir fiziksel alet üretilmeden önce gelişmiş simülasyon platformlarıyla birlikte geliştirilir. AutoForm, Pam-Stamp ve LS-DYNA gibi araçları içeren sonlu eleman analizi (FEA) yazılımı, mühendislerin tüm şekillendirme sürecini sanal olarak simüle etmesine, incelme dağılımını, kırışma riski taşıyan bölgeleri, geri esneme büyüklüğünü ve boş tutucu basıncı gereksinimlerini yüksek doğrulukla tahmin etmesine olanak tanır.
Karmaşık bir derin çizim bileşeni için tipik bir simülasyon iş akışı şunları içerir:
- Malzeme karakterizasyon girişi — belirli alaşım ve temper için akma mukavemeti, n değeri (gerinim sertleşmesi üssü), r değeri (plastik anizotropi oranı)
- Limit diyagramı (FLD) analizi oluşturma — oluşturulan parça içindeki güvenli, marjinal ve arıza bölgelerinin belirlenmesi
- Geri esneme telafisi modellemesi — nihai net şekli elde etmek için elastik toparlanmanın ve ön dengeleme kalıp geometrisinin tahmin edilmesi
- Sanal yinelemeyi deneme — fiziksel deneme döngülerini parça başına 10-15'ten 5'in altına düşürerek zamandan ve malzeme maliyetinden önemli ölçüde tasarruf sağlar
Tasarımın ötesinde, akıllı izleme sistemleri üretime giderek daha fazla dahil ediliyor derin çekme ölür kendileri. Piezoelektrik kuvvet sensörleri gerçek zamanlı boş tutucu kuvvet dağılımını ölçerken, akustik emisyon sensörleri kusurlu parçalar üretilmeden önce aşınma veya malzeme çatlamasının erken belirtilerini tespit eder. Bu sensörlerden gelen veriler, üretim yürütme sistemlerine (MES) beslenir ve baskı parametrelerini dinamik olarak ayarlayan kapalı döngü süreç kontrolünü mümkün kılar; malzeme parti özellikleri bobin partileri arasında farklılık gösterse bile boyutsal kararlılığı korur.
Uzun Takım Ömrü için Malzeme Seçimi ve Yüzey İşlem
Hizmet ömrü çizim ölür Yüksek hacimli otomotiv üretiminde kritik bir ekonomik faktördür. Tipik bir gövde paneli kalıp setinin, büyük bir yenileme gerektirmeden önce 500.000 ila 1.000.000 parça üretmesi beklenebilir. Bunu başarmak, iş parçası malzemesine ve üretim hacmine uygun kalıp malzemelerinin ve yüzey işlemlerinin dikkatli bir şekilde seçilmesini gerektirir.
Otomotiv damgalamada kullanılan yaygın kalıp malzemeleri şunları içerir:
- Sfero dökme demir (GGG70L) — düşük ila orta hacimli kalıplar için uygun maliyetli, iyi işlenebilirlik ancak daha düşük sertlik (işlemden sonra 58-62 HRC)
- Takım çeliği (D2, DC53) — yüksek hacimli çelik şekillendirme kalıpları için tercih edilen daha yüksek sertlik ve aşınma direnci
- Karbür uçlar — kalıp yarıçapları ve çekme boncukları gibi yüksek aşınmaya sahip temas bölgelerinde uygulanarak yerel hizmet ömrünü yalnızca takım çeliğine kıyasla 3–5 kat uzatır
- Alüminyum bronz alaşımları - alüminyum veya magnezyum iş parçaları oluşturan kalıplarda kullanılır, farklı malzeme eşleşmesinden kaynaklanan aşınmayı önler
Talaşlı imalat ve ısıl işlem sonrasında uygulanan yüzey işlemleri performansı daha da artırır. Nitrasyon, çekirdek tokluğunu korurken yüzey sertliğini 70 HRC'ye çıkarır. TiAlN gibi PVD kaplamalar, 3.000 HV'yi aşan sertlik sunar ve sürtünme katsayılarını ~0,15'ten 0,05'in altına düşürür; bu, pil muhafazası sızdırmazlığı ve yapısal performans için duvar kalınlığı tekdüzeliğinin kritik olduğu EV hafif bileşenlerinde doğrudan daha az incelmeye dönüşür.
Hafiflik ve Yüksek Mukavemet Trendleri için Otomotiv Damgalama Kalıplarının Uyarlanması
Otomotiv endüstrisinin hem elektrikli araç menzili verimliliği hem de emisyon düzenlemeleri nedeniyle hafifleştirmeye doğru hızlanan geçişi, elektrikli araçlara yönelik talepleri temelden yeniden şekillendiriyor. otomotiv damgalama ölür . Çekme mukavemeti 1.000 MPa'nın üzerinde olan gelişmiş yüksek mukavemetli çelikler (AHSS) ile 6xxx ve 7xxx serisi alüminyum alaşımları, yapısal uygulamalarda giderek artan bir şekilde geleneksel yumuşak çeliğin yerini alıyor. Bu malzemeler, öncekilerle karşılaştırıldığında önemli ölçüde daha yüksek şekillendirme kuvvetleri, daha hassas BHF kontrolü ve gelişmiş geri esneme dengeleme stratejileri gerektirir.
Bu gelişen pazara kalıp tedarik eden üreticilerin tepkisi çok yönlü oldu. Kalıp yapıları, sapmadan kaynaklanan boyutsal hatalar olmadan artan şekillendirme yüklerine dayanacak şekilde daha yüksek sertlikle yeniden tasarlanıyor. Alüminyum ve bor çeliğinin ılık veya sıcak şekillendirilmesini sağlamak için kalıp gövdelerine soğutma ve ısıtma kanalları entegre edilmektedir. Simülasyon odaklı deneme süreçleri, parça karmaşıklığı arttıkça bile geliştirme zaman çizelgelerini sıkıştırıyor.
Sonuçta, derin çekme ölür yeni nesil otomotiv ve EV bileşenleri için aynı anda daha sıkı toleranslar, daha uzun hizmet ömrü, daha hızlı kurulum ve daha geniş bir yelpazedeki gelişmiş malzemelerle uyumluluk sağlamalıdır. Bu dengeye ulaşmak, derin çekme kalıp teknolojisini otomotiv endüstrisinin dönüşümünün temel sağlayıcısı olarak konumlandıran hassas üretim, gelişmiş kaplamalar, gerçek zamanlı süreç izleme ve malzeme bilimi uzmanlığını birleştiren entegre bir mühendislik yaklaşımını gerektirir.

Önceki yazı
Metal Damgalama Parçaları: Türler ve Uygulamalar
Sonraki Gönderi
Elektronik Damgalama Parçalarında Neden Alüminyum Alaşımı Çelik Değiştiriyor?
Bizim Ürünler.
İşinize Burada Bir OEM Üreticisiyle Başlayın!
Küresel müşterilere eksiksiz anahtar teslim çözümler sağlayın
aracılığıyla
yenilik!
HIZLI BAĞLANTILAR
İLETİŞİM BİLGİLERİ.
-
 +86-139 1308 8972
+86-139 1308 8972 -

-
 No. 118 Yexin Yolu, Wujiang Ekonomik Kalkınma Bölgesi, Suzhou, Çin
No. 118 Yexin Yolu, Wujiang Ekonomik Kalkınma Bölgesi, Suzhou, Çin
Telif hakkı © Suzhou Shuangqisi Kalıp Ekipmanları Co, Ltd Tüm Hakları Saklıdır. Özel Damgalama Kalıbı Metal Damgalama Kalıbı Üreticileri
