-
Gaz deposu sonu damgalama parçaları
Gaz deposu ucu damgalama parçaları, soğuk hadde...
-
Yeni enerji aracı bakır bara damgalama parçaları
Yeni enerji aracı bakır bara damgalama parçalar...
-

Otomotiv motor gövdesi damgalama parçaları
Otomotiv motor mahfazası damgalama parçaları, y...
-
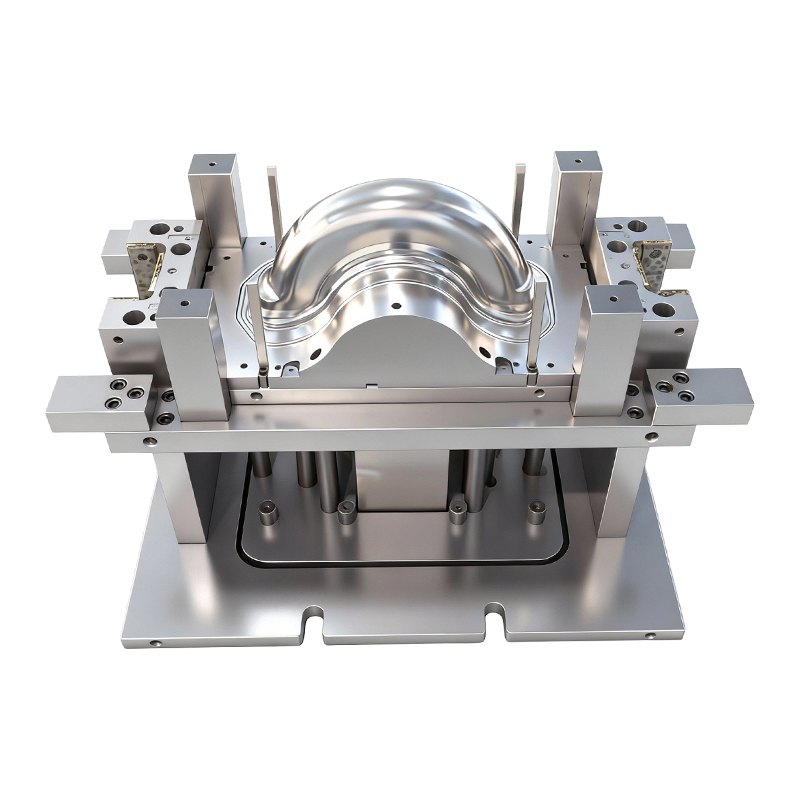
İki tekerlekli elektrikli araçların ön ve arka tekerlekleri için derin çekme kalıbı
İki tekerlekli elektrikli araçların ön ve arka ...
-
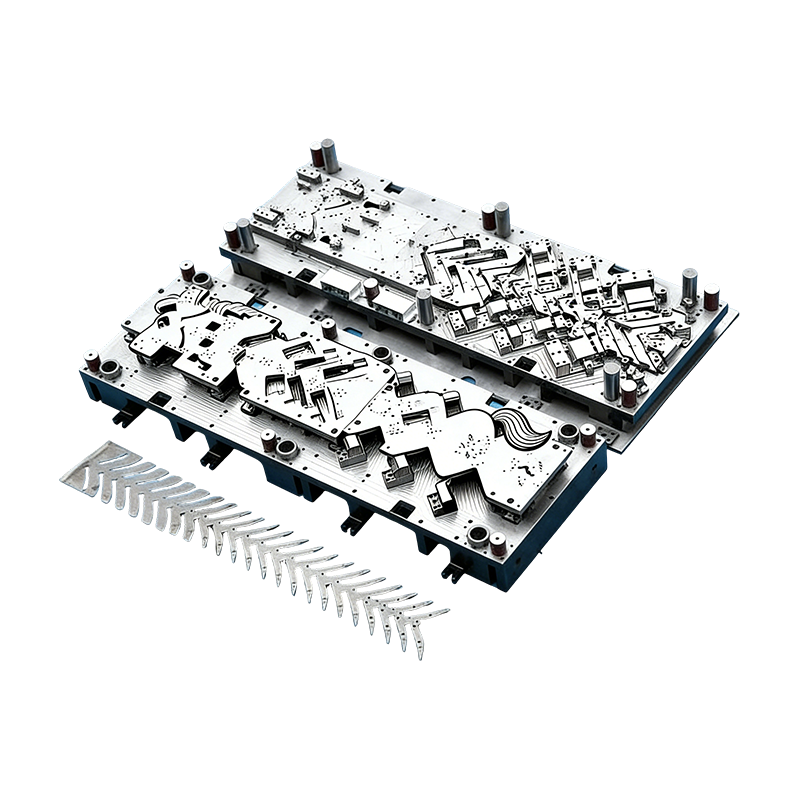
Otomotiv parçaları için progresif kalıplar
Otomotiv motor muhafazasına yönelik bu Sürekli ...
-
Büyük bilgisayar makine tabanı için otomatik perçinleme kalıbı
Büyük Bilgisayar Makine Tabanı için Bu Otomatik...
Sektör Haberleri
Ana sayfa / Haberler / Sektör Haberleri / Hafif, Yüksek Hassasiyet: EV Gövde Paneli Yeniliğini Güçlendiren Derin Çekme Kalıp Stratejileri
Hafif, Yüksek Hassasiyet: EV Gövde Paneli Yeniliğini Güçlendiren Derin Çekme Kalıp Stratejileri
2026-05-07
Otomotiv Derin Çekme Kalıplarını Standart Takımlardan Farklı Kılan Nedir?
Otomotiv ve elektrikli araç imalatında kullanılan derin çekme kalıpları genel amaçlı sac işlemeyle değiştirilemez. Bunlar, her biri aşırı şekillendirme yükleri altında uyum içinde çalışmak üzere optimize edilmiş dört ana bileşenden (zımbalar, kalıplar, boşluk tutucular ve kalıp setleri) oluşan amaca yönelik tasarlanmış sistemlerdir. Tipik bir otomotiv damgalama presinde, zımba kalıp boşluğuna inerken, boş tutucu sac flanşı üzerine kontrollü bir aşağı doğru basınç uygular ve metal akışını kırışmadan veya yırtılmadan boşluğa yönlendirir. Kalıp seti, vuruş başına birkaç yüz tonu aşabilen döngüsel yükler altında hizalamayı koruyan sert yapısal çerçeve sağlar.
Otomotiv sınıfının ayırt edici özelliği derin çekme ölür takımın tamamında talep edilen hassas toleranstır. Boyutsal doğruluk genellikle şu şekilde tutulur: ±0,02 mm Kritik şekillendirme yüzeyleri boyunca, bir gövde panelindeki (örneğin bir kapı dış paneli) kümülatif sapmaların doğrudan hem estetiği hem de yapısal uyumu etkileyen görünür yüzey kusurlarına veya montaj boşluklarına dönüşmesi gerçeğinden kaynaklanan bir gereklilik. Zımba ve kalıp yarıçaplarındaki yüzey kalitesi aynı derecede kritiktir: Ra değeri ≤0,05 mikron (ayna kalitesine yakın), özellikle yüksek mukavemetli veya hafif alaşımları işlerken sürtünmeden kaynaklanan incelmeyi ve çizilmeyi en aza indirir.
Alüminyum Alaşım Şekillendirilebilirliği ve Alüminyum Erime Noktasının Proses Tasarımındaki Rolü
Alüminyum alaşımı Uygun güç-ağırlık oranı, korozyon direnci ve geri dönüştürülebilirliği sayesinde hem geleneksel otomotiv gövde panelleri hem de EV yapısal bileşenleri için baskın hafif malzeme haline geldi. Bununla birlikte, alüminyum, derin çekmede, malzemenin ısıl davranışı da dahil olmak üzere, malzeme özelliklerine doğrudan bağlı olan benzersiz zorluklar sunar. alüminyum erime noktası .
Saf alüminyum yaklaşık olarak erir 660 °C ancak otomotiv damgalamada kullanılan alüminyum alaşımları (öncelikle 5xxx (Al-Mg) ve 6xxx (Al-Mg-Si) serisi) alaşım bileşimine bağlı olarak biraz daha düşükten başlayan erime aralıklarına sahiptir. Soğuk damgalama sırasında alüminyumun erime noktasına doğrudan ulaşılmasa da bu, prosese bitişik iki alanla oldukça ilgilidir: sıcak şekillendirme ve kalıp soğutma yönetimi. Alüminyumun sıcak şekillendirilmesinde işlenmemiş parçalar, sünekliği artırmak ve geri esnemeyi azaltmak için 200–300 °C'ye (erime noktasının dikkatle seçilmiş bir kısmı) ısıtılır, böylece ortam sıcaklığında şekillendirme koşulları altında çatlayacak karmaşık geometrilerin üretilmesi sağlanır. Kalıp tasarımcıları bu sıcaklıklarda termal genleşmeyi hesaba katmalı, boşlukları ve boş tutucu kuvvet parametrelerini buna göre yeniden kalibre etmelidir.
Geleneksel soğuk derin çekmede bile, zımba-boş ve kalıp-boş arayüzlerinde üretilen sürtünme ısısı, yerel yüzey sıcaklıklarını önemli ölçüde artırabilir. Çeliğe kıyasla nispeten düşük bir erime noktasına sahip olan alüminyum alaşımları için aşırı lokal ısıtma, yüzey kaplamasını bozan, şekillendirme kuvvetlerini artıran ve takım ömrünü kısaltan sürtünmeyi (alüminyumun kalıp yüzeylerine yapışkan transferi) hızlandırır. Bu, yağlama stratejisini ve kalıp yüzey kaplama seçimini özellikle işleme sırasında önemli kılar alüminyum alaşımı çarşaflar.
Yaygın Otomotiv Alüminyum Alaşımları ve Şekillendirme Özellikleri
| Alaşım Serisi | Tipik Sınıf | Erime Aralığı (°C) | Anahtar Uygulama |
|---|---|---|---|
| 5xxx (Al-Mg) | 5052, 5182 | 607–649 | Kaput içleri, kapı içleri, EV muhafazaları |
| 6xxx (Al-Mg-Si) | 6016, 6111 | 610–655 | Dış gövde panelleri, yapısal kapanışlar |
| Mg-Al (Magnezyum-Alüminyum) | AZ31, AM60 | 470–630 | EV akü muhafazaları, gösterge panelleri |
EV'ye Özel Kalıp Tasarımı: Derin Çekme Oranları, Pil Muhafazaları ve Hafifletme
Elektrikli araç üretimi, geleneksel otomotiv damgalamanın gerektirdiğinin ötesine geçen derin çekme kalıplarına yönelik talepler doğurmaktadır. Teknik açıdan en zorlu uygulama, aracın genel ağırlık bütçesine katkıda bulunurken akü hücresi dizilerini koruyan büyük, derin, yapısal olarak karmaşık mahfazalar olan magnezyum-alüminyum alaşımlı akü muhafazalarının oluşturulmasıdır. Bu bileşenler gerektirir 2,5:1'i aşan derin çekme oranları (boş çapın zımba çapına oranı) malzemeyi süneklik sınırlarına kadar zorlar ve flanş çatlamasını veya aşırı duvar incelmesini önlemek için olağanüstü kalıp mühendisliği gerektirir.
Duvar kalınlığının tekdüzeliği yapısal sağlamlığı ve çarpışma performansını doğrudan etkilediğinden, çekilen duvar boyunca malzeme incelmesinin en aza indirilmesi akü muhafazaları için kritik öneme sahiptir. Kalıp tasarımcıları bunu çeşitli koordineli stratejilerle ele alıyor: gerilimi daha eşit şekilde dağıtmak için zımba ucu yarıçapını optimize etmek, çekme derinliği arttıkça basıncı kademeli olarak artıran değişken boş tutucu kuvveti (BHF) profilleri uygulamak ve tek işlemli şekillendirmeyi denemek yerine özellikle derin geometriler için çok aşamalı çizim dizileri uygulamak.
Hafifleştirmeye doğru geçiş, EV programlarında modüler kalıp yapılarının benimsenmesine de yol açtı. Modüler tasarımlar, yekpare bir kalıp bloğunu işlemek yerine, kalıp giriş yarıçapları ve zımba köşeleri gibi yüksek aşınma bölgeleri için değiştirilebilir kesici uçlar kullanır. Bu yaklaşım, yüksek hacimli senaryolarda araç programı başına takım maliyetini %20-35 oranında azaltır, çünkü aşınmış uçlar kalıp setinin tamamı hurdaya çıkarılmadan değiştirilebilir. Modüler kalıplar, geleneksel otomotiv programlarından daha hızlı hareket etme eğiliminde olan EV geliştirme döngüsü sırasında tasarım yinelemeleri meydana geldiğinde daha hızlı adaptasyona da olanak tanır.
Boş Tutucu Kuvvet Kontrolü: Kırışmayı ve Çatlamayı Aynı Anda Önleme
Boş tutucu kuvveti, derin çekmede en etkili süreç değişkenidir ve bunun doğru kalibrasyonu, istikrarlı bir üretim sürecini hurdaya eğilimli olandan ayıran şeydir. Çok az BHF, flanşın basınç çevresel gerilimi altında bükülmesine izin vererek sonraki işlemlerde düzleştirilemeyecek kırışıklıklar oluşmasına neden olur. Çok fazla BHF, metalin kalıp boşluğuna akmasını önleyerek duvarda (tipik olarak malzemenin en ince olduğu zımba yarıçapında) çekme kırılmasına neden olur.
için alüminyum alaşımı Levhalarda kabul edilebilir BHF penceresi düşük karbonlu çeliğe göre daha dardır çünkü alüminyum daha düşük gerinim sertleşme üssüne sahiptir ve bölgesel incelmeye karşı daha hassastır. Modern otomotiv derin çekme ölür kalıp yapısına gömülü yük hücrelerinden gelen geri bildirimlere göre basıncı gerçek zamanlı olarak dinamik olarak ayarlayabilen hidrolik veya servo kontrollü boş tutucularla bu sorunu giderin. Bu kapalı döngü kontrolü, magnezyum-alüminyum alaşımlı bileşenlerin yüksek sıcaklıklarda çekilmesi sırasında özellikle değerlidir; burada iş parçası strok sırasında soğudukça malzeme akış gerilimi sürekli olarak değişir.
Yeni bir derin çekme işlemi için boş tutucu parametrelerini ayarlarken aşağıdaki faktörlerin dengelenmesi gerekir:
- Malzeme akma dayanımı ve uzaması: Daha yüksek mukavemetli alaşımlar, kırışmayı önlemek için daha fazla BHF gerektirir ancak aynı zamanda çatlamaya karşı daha hassastır ve daha sıkı kontrol bant genişliği gerektirir.
- Boş geometri ve çizim derinliği: Kapı paneli ve akü mahfazası uygulamalarında yaygın olan dairesel olmayan boşluklar, parçalı veya değişken geometrili boş tutucular gerektiren, düzgün olmayan flanş gerilim dağılımları geliştirir.
- Yağlama filmi kalınlığı: Daha kalın yağlayıcı filmler sürtünmeyi azaltır ve gevşemeyi önlemek için gereken BHF'yi düşürür, ancak aşırı yağlama, metal akışını istikrarsızlaştıran suda kızaklama etkilerine neden olabilir.
- Vuruş hızına basın: Daha yüksek damgalama hızları, alüminyumun akış stresini etkileyen ve güvenli BHF aralığını daraltan gerinim oranlarını artırır; bu, prototipten seri üretim pres hatlarına ölçeklendirme yaparken kritik bir husustur.
Seri Üretimde Simülasyon Odaklı Kalıp Geliştirme ve Akıllı İzleme
Modern otomotiv kalıp geliştirme artık yalnızca fiziksel denemeye dayanmıyor. AutoForm veya Dynaform gibi yazılım platformlarını kullanan sonlu eleman analizi (FEA) tabanlı şekillendirme simülasyonu, kalıp mühendislerinin tek bir takım çeliği parçası kesilmeden önce şekillendirme koşullarını sanal olarak test etmesine olanak tanır. Simülasyon, incelme dağılımını, kırışıklık riski bölgelerini, geri esneme büyüklüğünü ve şekillendirme kuvveti gereksinimlerini doğru bir şekilde tahmin ederek tasarımcıların zımba geometrisini, kalıp giriş yarıçaplarını ve BHF profillerini hesaplamalı olarak optimize etmesine olanak tanır. için alüminyum alaşımı Karmaşık eğriliğe sahip bileşenlerin simülasyonu, fiziksel deneme yinelemelerini %40-60 oranında azaltarak kalıp geliştirme zaman çizelgelerini önemli ölçüde kısaltabilir.
Kalıplar seri üretime girdiğinde, akıllı izleme sistemleri vardiya başına binlerce vuruş boyunca proses stabilitesini korur. Akustik emisyon sensörleri, sürtünme veya yüzey çizilmesinin başlangıcını görünür hale gelmeden algılar. Kalıp yapısındaki gerinim ölçer dizileri, şekillendirme kuvvetini gerçek zamanlı olarak takip ederek, ham malzeme değişimini veya yağlayıcının bozulduğunu gösteren sapmaları işaretler. Görüntüleme sistemleri, çekilmiş parçaların çıkarılmasından hemen sonra %100 optik incelemesini gerçekleştirir, kritik boyutları CAD nominal değerlerine göre ölçer ve tolerans dışı parçaları, sonraki montaj aşamasına ulaşmadan önce kaldırılmak üzere otomatik olarak işaretler.
Simülasyon ve baskı içi izlemenin bu entegrasyonu, daha geniş bir endüstri geçişini yansıtıyor: derin çekme ölür artık pasif takımlama değil, veriye dayalı bir üretim sisteminin aktif bileşenleridir. Sıfır hatalı üretim hedeflerine bağlı otomotiv ve EV üreticileri için simülasyonla doğrulanmış kalıp tasarımlarına ve sensör donanımlı üretim araçlarına yatırım yapmak birinci sınıf bir seçenek değildir; endüstri, gelişmiş teknolojilerle hafifleştirmeye doğru geçişi hızlandırdığı için bu, rekabetçi bir temel gerekliliktir. alüminyum alaşımı malzemeler.

Önceki yazı
Araba Koltuğu Damgalama Parçaları: Kalite ve Uyum Kılavuzu
Sonraki Gönderi
Metal Damgalama Parçaları: Türler ve Uygulamalar
Bizim Ürünler.
İşinize Burada Bir OEM Üreticisiyle Başlayın!
Küresel müşterilere eksiksiz anahtar teslim çözümler sağlayın
aracılığıyla
yenilik!
HIZLI BAĞLANTILAR
İLETİŞİM BİLGİLERİ.
-
 +86-139 1308 8972
+86-139 1308 8972 -

-
 No. 118 Yexin Yolu, Wujiang Ekonomik Kalkınma Bölgesi, Suzhou, Çin
No. 118 Yexin Yolu, Wujiang Ekonomik Kalkınma Bölgesi, Suzhou, Çin
Telif hakkı © Suzhou Shuangqisi Kalıp Ekipmanları Co, Ltd Tüm Hakları Saklıdır. Özel Damgalama Kalıbı Metal Damgalama Kalıbı Üreticileri
