-
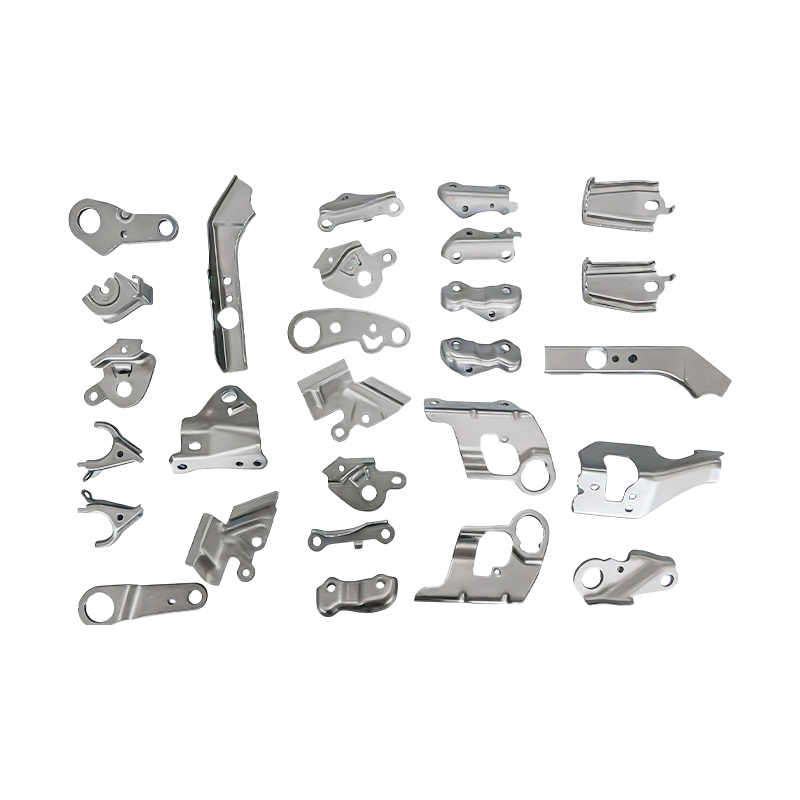
Küçük otomotiv parçaları ilerici kalıp damgalama parçaları
Küçük otomotiv parçalarımız aşamalı kalıp damga...
-
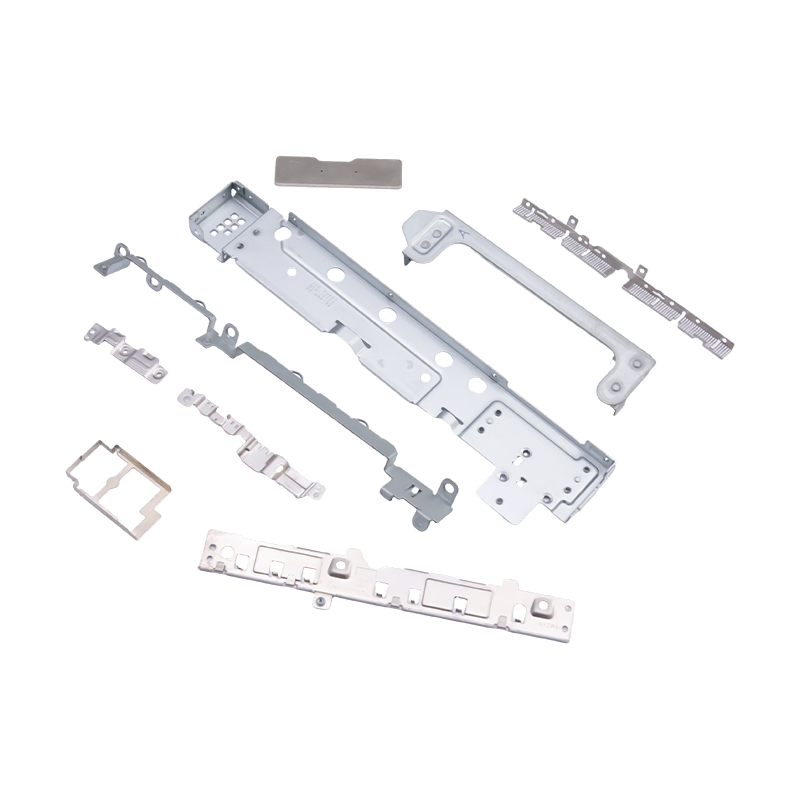
Dizüstü bilgisayarlar ve cep telefonları için küçük damgalı parçalar
Modern taşınabilir elektroniklerin temel dahili...
-
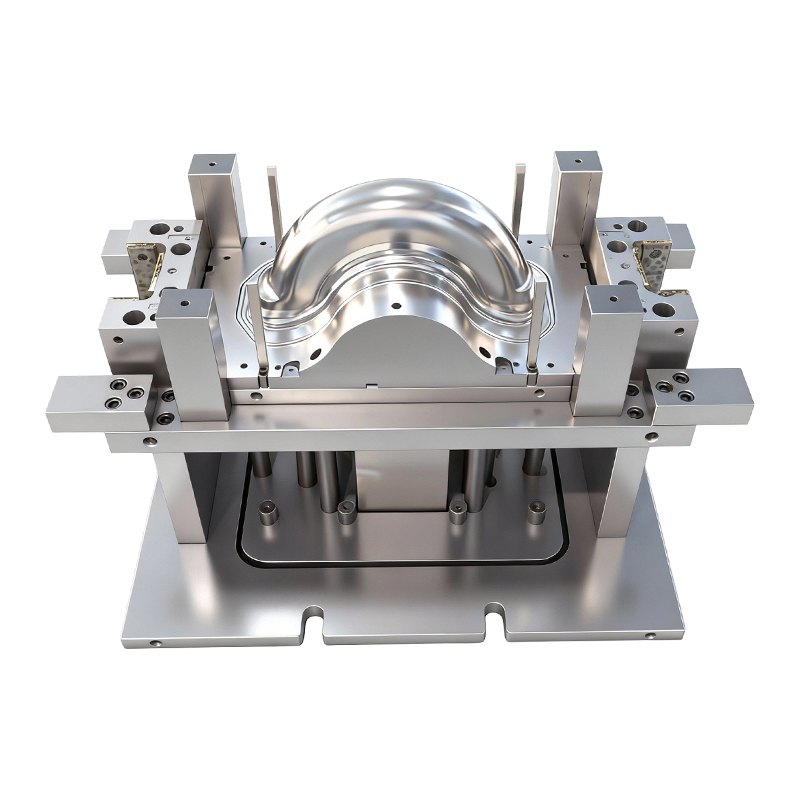
İki tekerlekli elektrikli araçların ön ve arka tekerlekleri için derin çekme kalıbı
İki tekerlekli elektrikli araçların ön ve arka ...
-
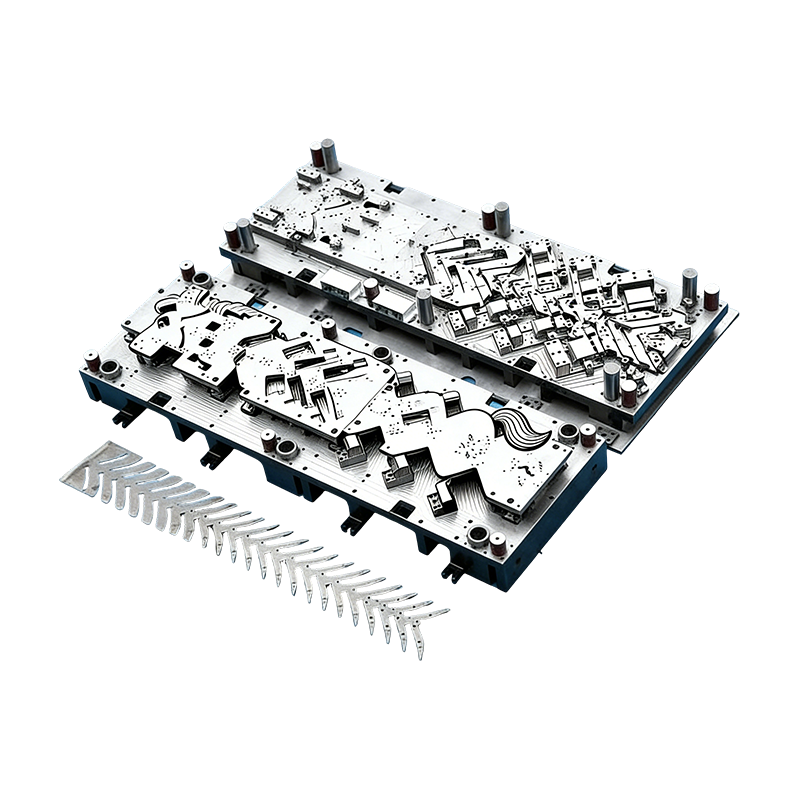
Otomotiv parçaları için progresif kalıplar
Otomotiv motor muhafazasına yönelik bu Sürekli ...
-
Büyük bilgisayar makine tabanı için otomatik perçinleme kalıbı
Büyük Bilgisayar Makine Tabanı için Bu Otomatik...
Sektör Haberleri
Metal Damgalama ve Çizim Parça Kılavuzu
2026-03-23
Metal Damgalama Parçaları Nedir ve Nasıl Yapılırlar
Metal damgalama parçaları sertleştirilmiş takım çeliği kalıpları kullanılarak sac metalin tanımlanmış bir şekle dönüştürülmesi için bir damgalama presi aracılığıyla kontrollü kuvvet uygulanarak hassas şekilde şekillendirilmiş metal bileşenlerdir. Süreç, tek aşamalı kalıplarda ayrı ayrı gerçekleştirilebilen veya tek bir pres darbesinde birden fazla işlemi tamamlayan aşamalı veya transfer kalıplarında birleştirilebilen kesme, delme, bükme, biçimlendirme, basma ve kabartma gibi bir işlem ailesini kapsar. Sonuç, tutarlı geometriye, sıkı boyut toleranslarına ve operatörün becerisinden ziyade tamamen kalıp tasarımına göre belirlenen yüzey bitirme özelliklerine sahip bir bileşendir; bu da damgalamayı üreticiler için mevcut en tekrarlanabilir ve ölçeklenebilir metal şekillendirme süreçlerinden biri haline getirir.
Metal damgalama parçalarının ekonomisi, yüksek üretim hacimlerindeki kalıp amortismanından kaynaklanmaktadır. Takım yatırımı yapıldıktan sonra, damgalanmış bileşenlerin parça başına maliyeti hacimle birlikte hızla azalır; bu da damgalamayı binlerce veya milyonlarca aynı metal bileşen gerektiren herhangi bir uygulama için baskın şekillendirme prosesi haline getirir. Yılda milyonlarca birim üreten ev aletleri üreticileri ve yüzbinlerce model üretimine sahip otomotiv OEM'leri için, işleme veya döküm yerine damgalamanın parça başına maliyet avantajı belirleyicidir. Tutarlı kalınlık ve sıkı toleranslar kalıp geometrisi tarafından otomatik olarak korunur ve daha az hassas üretim yöntemlerinde manuel inceleme ve sıralama gerektiren boyutsal değişkenlik ortadan kaldırılır.
Metal Çekme Parçası Ürünleri: Proses Prensipleri ve Yetenekleri
Metal çekme parçası ürünleri derin çekme yoluyla üretilir; bu, düz bir metal levhanın, bir zımbanın mekanik hareketi ile bir şekillendirme kalıbına radyal olarak çekildiği ve çapını aşan bir derinliğe sahip içi boş, dikişsiz bir bileşen oluşturduğu bir damgalama alt işlemidir. Derin çekme, hemen hemen her imalat endüstrisindeki silindirik kutuların, kapların, kabukların, mahfazaların ve mahfazaların ardındaki süreçtir. Malzemeyi kesen veya katlayan bükme veya kesme operasyonlarından farklı olarak, derin çekme, flanş alanından kalıp boşluğuna kontrollü malzeme akışına neden olarak metali plastik olarak deforme eder ve düz levhayı malzeme çıkarmadan üç boyutlu forma dönüştürür.
Metal çekme parçası ürünlerinin kalitesi, birbiriyle etkileşim halinde olan çeşitli proses parametrelerinin hassas yönetimine bağlıdır: boş tutucu kuvveti, zımba hızı, yağlama, malzeme sünekliği ve çekme oranı — ham parça çapı ile zımba çapı arasındaki ilişki. Ara tavlama olmadan malzemenin sınırlayıcı çekme oranının aşılması, kırışmaya, yırtılmaya veya duvar kalınlığının tekdüze olmamasına neden olarak parçayı kullanılamaz hale getirir. Modern derin çekme operasyonları, kalıp tasarımı sırasında malzeme akışını tahmin etmek ve herhangi bir aleti kesmeden önce proses parametrelerini optimize etmek için sonlu eleman simülasyonunu kullanır; deneysel deneme yanılma yaklaşımlarıyla ilişkili geliştirme süresini ve hurdayı önemli ölçüde azaltır.
Damgalama ve Derin Çekme Arasındaki Temel Farklılıklar
- Parça geometrisi — Metal damgalama parçaları tipik olarak tek bir pres darbesiyle üretilen düz veya sığ biçimli bileşenlerdir; metal çekme parçası ürünleri ise bir veya daha fazla çekme aşaması boyunca aşamalı malzeme akışıyla üretilen içi boş, üç boyutlu kabuklardır.
- Malzeme stres durumu — Damgalama, öncelikle malzemeyi levha düzleminde çekme, basma veya bükülme gerilimlerine maruz bırakır. Derin çekme, başarılı şekillendirme için yüksek uzamaya ve düşük akma-gerilme mukavemeti oranlarına sahip malzemeler gerektiren karmaşık bir çift eksenli gerilim durumu (duvarda çekme, flanşta sıkıştırma) yaratır.
- Takım karmaşıklığı — Derin çekme kalıpları, zımba ve kalıp arasında hassas açıklık kontrolü, boşluk tutucu sistemleri ve genellikle derin bileşenler için çoklu yeniden çekme aşamaları gerektirir; bu da takımlamayı, düz biçimli parçalar için eşdeğer hacimli damgalama kalıplarından daha karmaşık ve maliyetli hale getirir.
- Yüzey bitirme gereksinimleri — Cihaz muhafazaları veya kozmetik ambalajlar gibi görünür uygulamalarda kullanılan metal çekme parçası ürünleri, çizilmiş yüzeyde alet izlerini, sürtünmeyi ve portakal kabuğu dokusunu önlemek için dikkatli bir yağlama yönetimi ve kalıp yüzeyi bitirme işlemi gerektirir.
Metal Damgalama ve Çizim İşlemlerinde Kullanılan Malzemeler
Metal damgalama parçaları için malzeme seçimi ve metal çekme parçası ürünleri bileşen geliştirme sürecindeki en önemli kararlardan biridir. Seçilen malzeme, uygulamanın mekanik özellik gereksinimlerini, damgalama veya çekme işleminin şekillendirilebilirlik gereksinimlerini, bitmiş parçanın yüzey bitirme gereksinimlerini ve üretim programının maliyet kısıtlamalarını karşılamalıdır. Aşağıdaki malzemeler endüstriyel sektörlerde damgalanmış ve çekilmiş bileşenlerin büyük çoğunluğunu oluşturmaktadır.
| Malzeme | Anahtar Özellikler | Tipik Uygulamalar |
| Düşük karbonlu çelik (DC01–DC06) | Mükemmel şekillendirilebilirlik, düşük maliyet, kaynaklanabilir | Cihaz panelleri, braketler, gövde takviyeleri |
| Yüksek mukavemetli çelik (HSS/AHSS) | Yüksek akma dayanımı, çarpışma enerjisi emilimi | Otomotiv yapısal ve güvenlik bileşenleri |
| Galvanizli / elektrogalvanizli çelik | Korozyona dayanıklı, boyanabilir | Çamaşır makinesi küvetleri, buzdolabı çerçeveleri |
| Paslanmaz çelik (304, 430) | Korozyona dayanıklı, hijyenik yüzey | Cihaz iç astarları, gıda ekipmanları |
| Alüminyum alaşımı (1xxx, 3xxx, 5xxx) | Hafif, korozyona dayanıklı | Otomotiv gövde panelleri, ısı eşanjörleri |
| Bakır ve pirinç | Elektriksel iletkenlik, şekillendirilebilirlik | Elektrik kontakları, konnektörler, terminaller |
Ev Aletleri İmalatında Metal Damgalama Parçaları
Ev aletleri imalatı, metal damgalama parçalarına yönelik en büyük ve en zorlu uygulama sektörlerinden biridir. Her büyük cihaz kategorisi (buzdolapları, çamaşır makineleri, klimalar, bulaşık makineleri ve pişirme aletleri) yapısal, işlevsel ve estetik rolleri aynı anda yerine getiren düzinelerce ila yüzlerce damgalı bileşen içerir. Damgalamanın sağladığı boyutsal tutarlılık, birden fazla tedarikçiden gelen bileşenlerin yüksek hızlı üretim hatlarında sıkı montaj toleransları dahilinde birbirine uyması gereken cihaz montajında çok önemlidir.
buzdolapları
Buzdolabı kapı çerçeveleri, cihaz imalatında boyutsal olarak en kritik damgalama parçaları arasındadır. Kapı çerçevesinin, tüm çevresi boyunca kapı contasıyla tutarlı teması sağlamak için dar toleranslar dahilinde düzlüğü ve düzlüğü koruması gerekir; bu, buzdolabının enerji verimliliği derecesine doğrudan bağlı bir gerekliliktir. Conta boşlukları oluşturan herhangi bir boyutsal sapma, soğuk hava sızıntısına, kompresör çalışma süresinin artmasına ve sertifikalı değerin üzerinde enerji tüketimine neden olur. Damgalamanın bu toleransları yüksek hacimli üretimde tutarlı bir şekilde tutabilme yeteneği, onu bu uygulama için tek pratik üretim yöntemi yapan şeydir.
Çamaşır Makineleri
Çamaşır makinesi iç kazan braketleri, kazan, tambur yatakları ve motor tertibatı arasındaki hassas konumsal ilişkileri korurken, önemli dinamik yüklere (dönme döngüleri sırasında merkezkaç kuvvetleri birkaç yüz kilograma ulaşabilir) dayanması gereken damgalama parçalarıdır. Braketin boyutsal doğruluğu, yüksek hızlı eğirme sırasındaki titreşim dengesini doğrudan etkiler ve bu da tüm makinenin gürültü seviyelerini, yatak ömrünü ve yapısal yorulma ömrünü belirler. Tutarlı kalınlık ve sıkı toleranslarla üretilen damgalı braketler, aksi takdirde her ünitede ayrı dengeleme ayarlamaları gerektirecek montaj varyasyonunu ortadan kaldırır.
Klimalar
Klima şasisi, kompresörün, fan motorunun, ısı eşanjörünün ve elektrikli bileşenlerin sabit yük taşıması ve hassas montajı için damgalama parçaları kullanır. Şasi, taşıma, kurulum ve kompresör ile fandan kaynaklanan yıllar süren titreşimden kaynaklanan mekanik streslere rağmen boyutsal geometrisini korumalıdır. Tutarlı duvar kalınlığına sahip damgalı çelik şasi, işlenmiş veya döküm alternatiflerinin maliyeti olmadan bu uygulamalar için gereken sertlik-ağırlık oranını sağlar.
Otomotiv Uygulamaları: Güvenlik, Hassasiyet ve Performans
Otomotiv sektöründe metal damgalama parçaları, boyutsal doğruluk ve malzeme bütünlüğünü tartışmasız gereklilikler haline getirecek şekilde güvenlik ve performans açısından kritik öneme sahiptir. Otomotiv damgalama spesifikasyonları, güvenlik açısından kritik bileşenler üzerindeki boyut toleranslarının milimetrenin onda biri düzeyinde ölçülmesi ve numune incelemesi yerine istatistiksel süreç kontrolü yoluyla doğrulanan malzeme özelliği gereksinimleriyle, herhangi bir imalat endüstrisindeki en sıkı spesifikasyonlar arasındadır.
Fren ve Süspansiyon Bileşenleri
Fren kaliperi bileşenleri, otomotiv sektöründeki metal damgalama parçalarına yönelik en zorlu uygulamalardan bazılarını temsil etmektedir. Kaliper braketi ve montaj donanımı, tüm çalışma sıcaklıkları ve yük aralıklarında doğru ped hizalamasını, eşit sıkma kuvveti dağılımını ve tutarlı frenleme performansını sağlamak için hassas geometriyi korumalıdır. Damgalamanın yüksek boyutsal doğruluğu (üretim takımlarındaki kritik özelliklerde tipik olarak ±0,1 mm veya daha iyi) bu gereksinimleri, otomotiv üretiminin talep ettiği hacimlerde ve maliyetlerde karşılar. Fren bileşenlerinde belirtilen geometriden herhangi bir sapma, doğrudan araç güvenlik sertifikasyonunu etkileyen fren performansı değişkenliğine dönüşür.
Koltuk Yapıları ve Gövde Takviyeleri
Koltuk braketleri ve gövde paneli takviyeleri, çarpışma performansı testlerinde katı otomotiv güvenlik standartlarını karşılamak için damgalamanın yüksek boyutsal doğruluğuna güveniyor. Koltuk braketleri, önden ve yandan darbe olaylarında oluşan aşırı kuvvetler altında yük yolu bütünlüğünü korumalı ve yolcu emniyet sistemlerinin tasarlandığı gibi çalışmasını sağlamalıdır. Gövde paneli takviyeleri (kapı giriş kirişleri, B sütunu ek parçaları ve zemin tüneli takviyeleri), hassas malzeme kalınlığı tutarlılığına ve geometri doğruluğuna kritik derecede bağlı olan bir davranış olan kontrollü deformasyon yoluyla çarpışma enerjisini emen gelişmiş yüksek mukavemetli çelik damgalardan giderek daha fazla üretiliyor. Güvenliğin kritik olduğu bu uygulamalarda metal damgalama parçalarının çok yönlülüğü, onları otomotiv sektöründe güvenilir, uygun maliyetli üretim için vazgeçilmez kılmaktadır.
Damga Üretiminde Kalite Kontrol ve Tolerans Yönetimi
Yüksek hacimli damgalama üretiminde boyutsal tutarlılığın korunması, kalıp tasarımıyla başlayan ve üretimin her aşamasında devam eden kalite kontrolüne yönelik sistematik bir yaklaşım gerektirir. Metal damgalama parçalarını montajda değerli kılan boyutsal doğruluk (montaj boşluklarının azaltılması, üretim maliyetlerinin azaltılması ve ürün dayanıklılığının arttırılması) damgalama işleminin otomatik bir sonucu değildir. Bu, tüm üretim süreci boyunca tutarlı bir şekilde uygulanan disiplinli süreç kontrolünün sonucudur.
- İlk ürün denetimi (FAI) — Koordinat ölçüm makineleri (CMM) kullanılarak ilk üretim parçalarının mühendislik çizimine göre tam boyutsal doğrulaması, toplu üretim başlamadan önce kalıbın tolerans dahilinde parçalar ürettiğini doğrular. FAI verileri, daha sonraki üretim değişiminin ölçüldüğü temel çizgiyi sağlar.
- İstatistiksel süreç kontrolü (SPC) — Kontrol grafikleri kullanılarak üretim sırasında kritik boyutların sürekli izlenmesi, tolerans dışı parçalar üretmeden önce süreçteki sapmaları tanımlar ve reaktif hurda oluşumu yerine önleyici takım ayarlamalarına olanak tanır.
- Kalıp bakım programları — Progresif kalıp aşınması (özellikle kesme kenarlarında, büküm yarıçaplarında ve çekme boncuklarında) parça boyutlarını doğrudan etkiler. Parça sayısına dayalı yapılandırılmış kalıp bakım aralıkları ve her aralıkta boyut doğrulaması, takım aşınmasının neden olduğu tolerans sapmalarının monte edilmiş ürünlere ulaşmasını önler.
- Malzeme giriş denetimi — Sac metal kalınlığı değişimi, akma dayanımı sapması ve yüzey durumunun tamamı damgalama parçası boyutlarını ve geri esneme davranışını etkiler. Sertifikalı fabrika test raporlarına göre gelen malzeme doğrulaması ve fiziksel özelliklerin istatistiksel örneklemesi, malzemenin neden olduğu boyutsal değişimin sürece girmesini önler.
-

Önceki yazı
Otomotiv Parçaları için Derin Çekme Metal Damgalama Kalıpları Kılavuzu
Sonraki Gönderi
Otomotiv ve Ev Aletleri için Metal Damgalama Parçaları: Süreçler, Malzemeler ve Kalite Standartları
Bizim Ürünler.
İşinize Burada Bir OEM Üreticisiyle Başlayın!
Küresel müşterilere eksiksiz anahtar teslim çözümler sağlayın
aracılığıyla
yenilik!
HIZLI BAĞLANTILAR
İLETİŞİM BİLGİLERİ.
-
 +86-139 1308 8972
+86-139 1308 8972 -

-
 No. 118 Yexin Yolu, Wujiang Ekonomik Kalkınma Bölgesi, Suzhou, Çin
No. 118 Yexin Yolu, Wujiang Ekonomik Kalkınma Bölgesi, Suzhou, Çin
Telif hakkı © Suzhou Shuangqisi Kalıp Ekipmanları Co, Ltd Tüm Hakları Saklıdır. Özel Damgalama Kalıbı Metal Damgalama Kalıbı Üreticileri
