
-
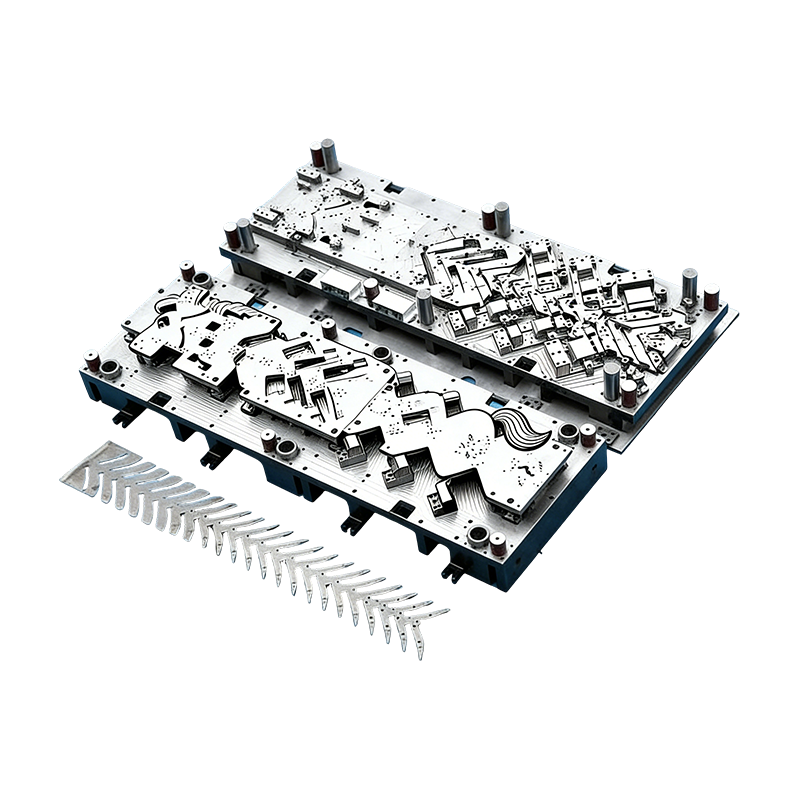
Otomotiv parçaları için progresif kalıplar
Otomotiv motor muhafazasına yönelik bu Sürekli ...
-

Otomotiv motor gövdesi damgalama parçaları
Otomotiv motor mahfazası damgalama parçaları, y...
-
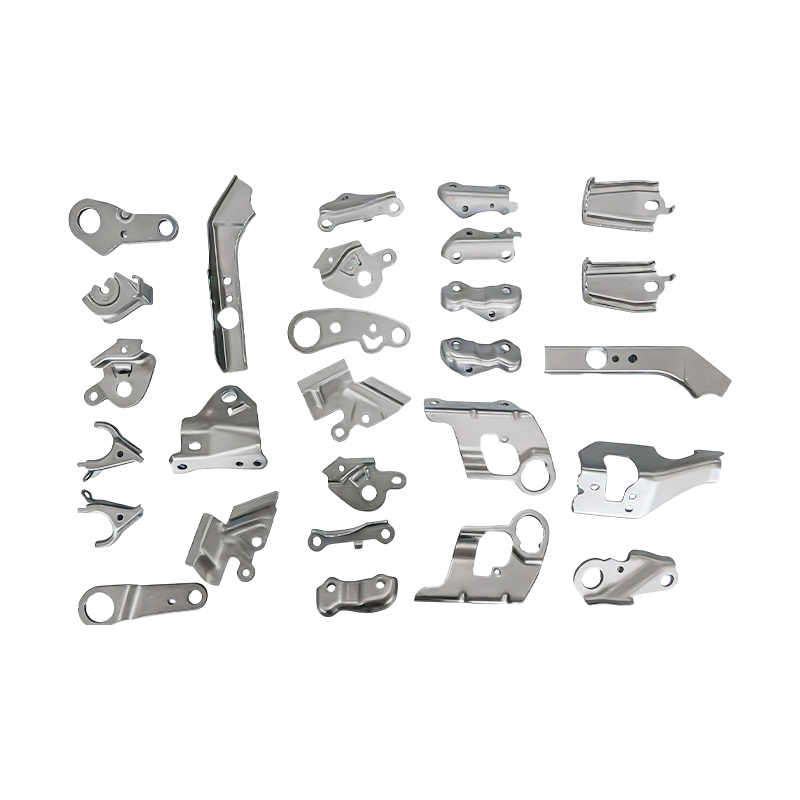
Küçük otomotiv parçaları ilerici kalıp damgalama parçaları
Küçük otomotiv parçalarımız aşamalı kalıp damga...
-
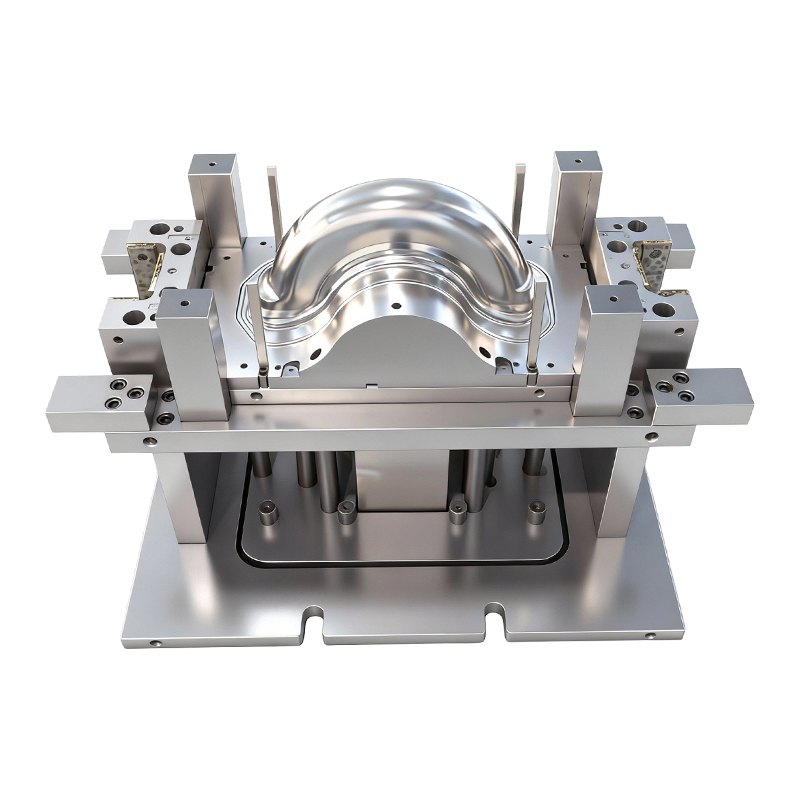
İki tekerlekli elektrikli araçların ön ve arka tekerlekleri için derin çekme kalıbı
İki tekerlekli elektrikli araçların ön ve arka ...
-
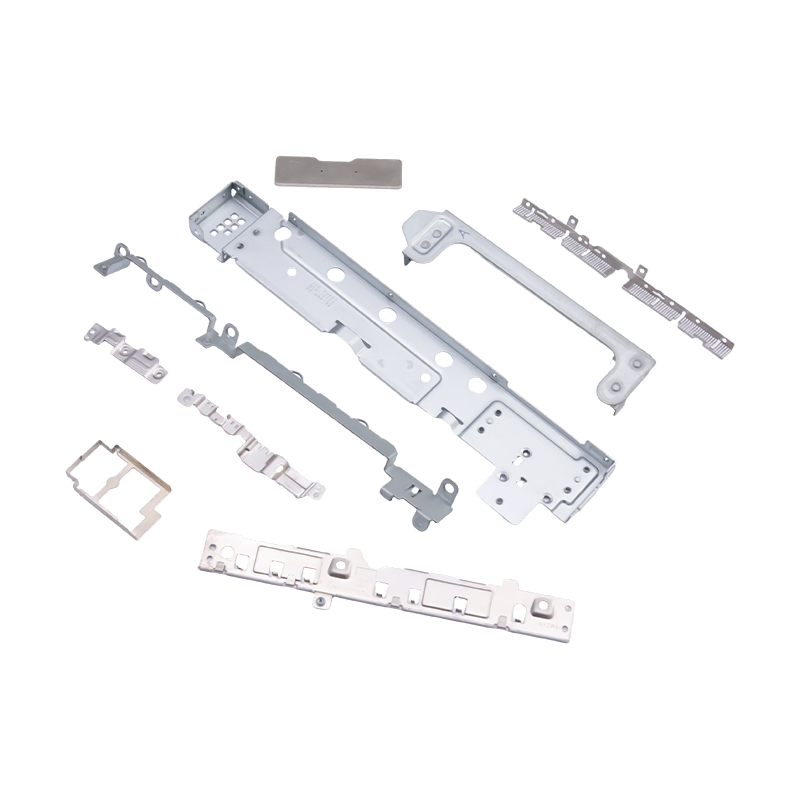
Dizüstü bilgisayarlar ve cep telefonları için küçük damgalı parçalar
Modern taşınabilir elektroniklerin temel dahili...
Sektör Haberleri
Ana sayfa / Haberler / Sektör Haberleri / Otomotiv Parçaları için Derin Çekme Metal Damgalama Kalıpları Kılavuzu
Otomotiv Parçaları için Derin Çekme Metal Damgalama Kalıpları Kılavuzu
2026-03-30
Metal Damgalama Kalıplarında Derin Çekmenin Temelleri
Üretimin karmaşık dünyasında, Metal Damgalama Kalıpları hassas metal bileşenlerin seri üretimi için omurga görevi görür. Çeşitli damgalama operasyonları arasında derin çekme, düz sacın üç boyutlu içi boş şekillere dönüştürülmesi için kritik bir işlem olarak öne çıkıyor. Basit bükme veya kesmenin aksine, derin çekme, bir zımbanın metal işlenmemiş parçayı kalıp boşluğuna doğru zorladığı karmaşık bir kuvvetler etkileşimini içerir. Birincil amaç, malzeme akışını kontrol ederek tabakanın yapısal bütünlüğünden veya kalınlık tekdüzeliğinden ödün vermeden istenilen geometriye doğru esnemesini ve akmasını sağlamaktır. Bu süreç, tüketim mallarından ağır makinelere kadar çeşitli endüstrilerde ortak bir gereklilik olan, çaplarına göre önemli derinlik gerektiren parçaların oluşturulması için gereklidir.
Derin çekme mekaniği büyük ölçüde malzemenin plastik deformasyonuna dayanır. Zımba alçaldıkça metal işlenmemiş parça kalıp yarıçapı üzerine çekilir. Kalıp açıklığının üzerinde kalan işlenmemiş parça alanı kabın veya parçanın duvarı haline gelirken, dış flanş radyal olarak içeriye doğru çekilir. Bu radyal çekme, flanş çapının küçülmesine neden olur ve bu da doğal olarak sıkıştırma kasnağı gerilimlerine neden olur. Bu gerilimler doğru yönetilmezse malzeme bükülerek kırışıklıklara neden olur. Tersine, eğer kabın duvarındaki çekme gerilimi malzemenin akma mukavemetini aşarsa, parça yırtılacak veya çatlayacaktır. Bu nedenle derin çekme için Metal Damgalama Kalıplarının tasarımı sadece şekille ilgili değildir; stres yönetimiyle ilgilidir.
Malzeme Akışının Kontrol Edilmesi ve Kusurların Önlenmesi
Başarılı bir derin çekme elde etmek için mühendislerin, ham tutucu kuvveti ve kalıp boşluğu gibi parametreleri titizlikle kontrol etmesi gerekir. İş parçası tutucusu veya baskı yastığı, iş parçasının flanşına belirli miktarda kuvvet uygular. Bu kuvvet hassas bir dengedir: malzemenin içeri doğru akarken kırışmasını önleyecek kadar yüksek, ancak malzemenin kalıp boşluğuna serbestçe kaymasına izin verecek kadar da düşük olmalıdır. Kuvvet çok yüksekse malzeme akamaz, bu da incelmeye ve sonunda zımba yarıçapında kırılmaya yol açar. Çok düşük olması durumunda flanştaki basınç gerilimleri çirkin ve yapısal olarak zayıf kırışıklıklara neden olur.
Kalıp açıklığı başka bir önemli faktördür. Bu, zımba ile kalıp duvarı arasındaki boşluğu ifade eder. Standart derin çekmede, malzemenin aşırı ütüleme olmadan akmasını sağlamak için boşluk genellikle levha kalınlığından biraz daha büyüktür. Ancak "incelterek derin çekme" veya "ütüleme" olarak bilinen işlemlerde boşluk kasıtlı olarak başlangıçtaki malzeme kalınlığından daha küçük ayarlanır. Bu, yüzey kalitesini ve boyutsal doğruluğu iyileştirirken duvar kalınlığını azaltır ve parçanın yüksekliğini artırır. Bu akışı kolaylaştırmak ve ısı ve aşınmaya neden olan sürtünmeyi azaltmak için yağlama kritik öneme sahiptir. Kalıbın kendisindeki gelişmiş yağlayıcılar ve yüzey kaplamaları, kalıbın ömrünü uzatmaya ve tutarlı parça kalitesi sağlamaya yardımcı olur.
Yaygın Kusurlar ve Çözümleri
- Kırışma: Flanştaki aşırı basınç stresinden kaynaklanır. Boş tutucu kuvvetini artırarak veya akışı kısıtlamak için çekme boncukları kullanarak çözülür.
- Kırılma/Yırtılma: Çekme gerilimi malzeme sınırlarını aştığında meydana gelir. Kalıp boşluğunu artırarak, yağlamayı iyileştirerek veya sünekliği yeniden sağlamak için malzemeyi tavlayarak çözülür.
- küpe: Metal tane yapısındaki anizotropi nedeniyle çizilen parçanın üst kısmında eşit olmayan yükseklik. Ham parça yönlendirmesi veya kırpma işlemleri optimize edilerek kontrol edilir.
Otomotiv Parçaları için Progresif Kalıplarla Entegrasyon
Büyük, basit parçalar için tek aşamalı derin çekme yaygın olsa da, otomotiv endüstrisi genellikle karmaşık bileşenlerin yüksek hacimli üretimini talep etmektedir. Otomotiv parçalarına yönelik Progresif kalıpların vazgeçilmez hale geldiği yer burasıdır. Aşamalı kalıp kurulumunda, bir metal şeridi tek bir kalıp içindeki birden fazla istasyondan beslenir. Her istasyon, son istasyonda bitmiş bir parça üretilene kadar farklı bir işlem (delme, bükme ve çekme) gerçekleştirir. Derin çekmeyi progresif bir kalıba entegre etmek teknik olarak zordur çünkü malzemenin çizilen şekli bozmadan istasyonlar arasında taşınması gerekir.
Otomotiv üreticileri bu aşamalı kalıpları küçük bağlantı braketlerinden daha büyük yapısal elemanlara kadar her şeyi oluşturmak için kullanıyor. Örneğin, yakıt sistemi bileşenlerinin veya egzoz parçalarının üretimi genellikle ilerleyen bir çizgide bir dizi çizim adımını içerir. Avantajı hız ve tutarlılıkta yatmaktadır. Parçanın bir çizim aşamasından diğerine aktarımını otomatikleştirerek üreticiler, minimum insan müdahalesiyle saatte binlerce parça üretebilir. Bununla birlikte, otomotiv parçalarına yönelik Progresif kalıpların tasarımı, parçayı kalıp içinde hareket ederken tutan "taşıyıcı şeridin" dikkatli bir şekilde değerlendirilmesini gerektirir. Taşıyıcı, çekme kuvvetlerine dayanabilecek kadar güçlü olmalı ancak son parçadan kolayca ayrılmalıdır.
Karmaşık Geometriler için Gelişmiş Yapısal Tasarımlar
Otomotiv tasarımları daha aerodinamik hale geldikçe ve güvenlik düzenlemeleri daha katı hale geldikçe, damgalanmış parçaların geometrik karmaşıklığı da artıyor. Standart derin çekme kalıpları genellikle tek bir vuruşta gerekli derinlik veya şekilleri elde edemez. Sonuç olarak, bu teknik gereksinimleri karşılamak için özel yapısal tasarımlar geliştirilmiştir. Bu tasarımlar, tek bir pres darbesinde veya birden fazla işlemde çok aşamalı şekillendirmeye olanak tanıyarak en karmaşık içi boş parçaların bile verimli bir şekilde üretilebilmesini sağlar.
| Kalıp Tipi | İşlev | Başvuru |
| Ters İlk Derin Çekme | Parçayı başlangıçta içten dışa doğru oluşturmak için zımba yukarı doğru hareket eder veya kalıp aşağı doğru hareket eder. | Şekillendirmenin ilk aşamasında yüksek stabilite gerektiren parçalar için kullanılır. |
| Boş Tutucusuz Ters Çizim | Kalıp geometrisine bağlı olarak parçayı geleneksel bir ham tutucu olmadan ters yönde yeniden çizer. | Sonraki aşamalarda yüksekliği arttırırken çapı azaltmak için idealdir. |
| Çift Kalıp İnceltme Çizimi | Parçayı uzatırken duvar kalınlığını önemli ölçüde inceltmek için iki eşmerkezli kalıp kullanır. | Yüksek basınçlı silindirlerin veya hassas otomotiv gövdelerinin imalatı. |
Ters Çizim Teknikleri
Ters çekme, bir parçanın tek bir ileri çekmede malzemenin izin verdiğinden daha derine çekilmesi gerektiğinde kullanılan güçlü bir tekniktir. Bu işlemde kısmen çekilen bardak bir sonraki istasyonda ters çevrilerek veya ters yönde çekilerek çekilir. Bu çalışma malzemeyi farklı şekilde sertleştirir ve daha büyük derinlik-çap oranlarına izin verir. Boş tutucusuz ters derin çekme kalıpları, ters çevirme işlemi sırasında malzeme akışı üzerinde kontrolü korurken takım yapısını basitleştirdikleri için burada özellikle kullanışlıdır.
Kalıp Ömrünü ve Yüzey Kalitesini Artırma
Uzun ömürlülüğü Metal Damgalama Kalıpları üretilen parçaların yüzey kalitesi ve üretim hattının maliyet etkinliği ile doğrudan ilişkilidir. Derin çekme önemli miktarda sürtünme ve basınç içerir ve bu da gevşemeye (malzemenin kalıba yapışması) ve aşınmaya neden olabilir. Bununla mücadele etmek için modern kalıp imalatında gelişmiş cilalama ve kaplama teknikleri kullanılır. Kalıp yarıçaplarının ayna cilasına kadar parlatılması sürtünmeyi azaltarak metalin düzgün bir şekilde akmasını sağlar. Ayrıca kalıbın çalışma yüzeylerine Titanyum Nitrür (TiN) veya Elmas Benzeri Karbon (DLC) gibi kaplamalar uygulanır.
Bu kaplamalar, aşınmaya ve korozyona dayanıklı, sert, düşük sürtünmeli bir yüzey sağlar. Çalışma süresinin kritik olduğu otomotiv parçalarına yönelik Progresif kalıplar bağlamında, kaplamalı kalıplar bakım durma sıklığını ve parça reddetme oranlarını azaltır. Ayrıca kalıp malzemelerinin seçimi de çok önemlidir. Yüksek karbonlu, yüksek kromlu takım çelikleri genellikle aşınma dirençleri için kullanılırken, tungsten karbür kesici uçlar aşırı dayanıklılığın gerekli olduğu yüksek hacimli uygulamalarda kullanılabilir. Üreticiler, sağlam yapısal tasarımı yüzey mühendisliğiyle birleştirerek, derin çekme kalıplarının milyonlarca döngü boyunca güvenilir şekilde performans göstermesini sağlayabilirler.
Modern Otomotiv İmalatında Uygulamalar
Derin çekme teknolojisinin uygulaması otomotiv sektörünün her yerinde mevcuttur. En klasik örneklerden biri otomotiv yakıt tanklarının imalatıdır. Bu bileşenler, iç basınca ve dış darbelere dayanabilecek karmaşık, içi boş şekiller gerektirir. Derin çekme, metal levhadan bu dikişsiz kapların oluşturulmasına olanak tanıyarak sızdırmaz bir bütünlük sağlar. Benzer şekilde emaye lavabolar ve lavabolar da tüketim malları aynı üretim ilkelerini paylaşıyor ve bu da sürecin çok yönlülüğünü gösteriyor.
Elektrikli araçlar (EV'ler) çağında, derin çekilmiş parçalara olan talep arttı. Akü mahfazaları, motor mahfazaları ve yapısal çarpışma kutuları, hafif ancak güçlü mahfazalar elde etmek için genellikle derin çekme süreçlerini kullanır. Çekme işlemi sırasında malzemeyi inceltme yeteneği (derin çekmeyi inceltme), aracın toplam ağırlığının azaltılmasına yardımcı olur ve bu da akü menzilinin uzatılması için kritik öneme sahiptir. Endüstri alüminyum ve yüksek mukavemetli çelik gibi daha hafif malzemelere yöneldikçe, özel Metal Damgalama Kalıplarının rolü daha da öne çıkıyor. Mühendisler, kalıp tasarımlarını bu gelişmiş alaşımların farklı geri esneme özelliklerini ve şekillendirilebilirlik sınırlarını karşılayacak şekilde uyarlamalı, böylece yeni nesil araçların hem güvenli hem de verimli olmasını sağlamalıdır.
Önceki yazı
Elektronik ve Ev Aletleri için Hassas Damgalama Kalıpları: 2026'da Yüksek Verimli Üretim Çözümleri
Sonraki Gönderi
Metal Damgalama ve Çizim Parça Kılavuzu
Bizim Ürünler.
İşinize Burada Bir OEM Üreticisiyle Başlayın!
Küresel müşterilere eksiksiz anahtar teslim çözümler sağlayın
aracılığıyla
yenilik!
HIZLI BAĞLANTILAR
İLETİŞİM BİLGİLERİ.
-
 +86-139 1308 8972
+86-139 1308 8972 -

-
 No. 118 Yexin Yolu, Wujiang Ekonomik Kalkınma Bölgesi, Suzhou, Çin
No. 118 Yexin Yolu, Wujiang Ekonomik Kalkınma Bölgesi, Suzhou, Çin
Telif hakkı © Suzhou Shuangqisi Kalıp Ekipmanları Co, Ltd Tüm Hakları Saklıdır. Özel Damgalama Kalıbı Metal Damgalama Kalıbı Üreticileri
