
-
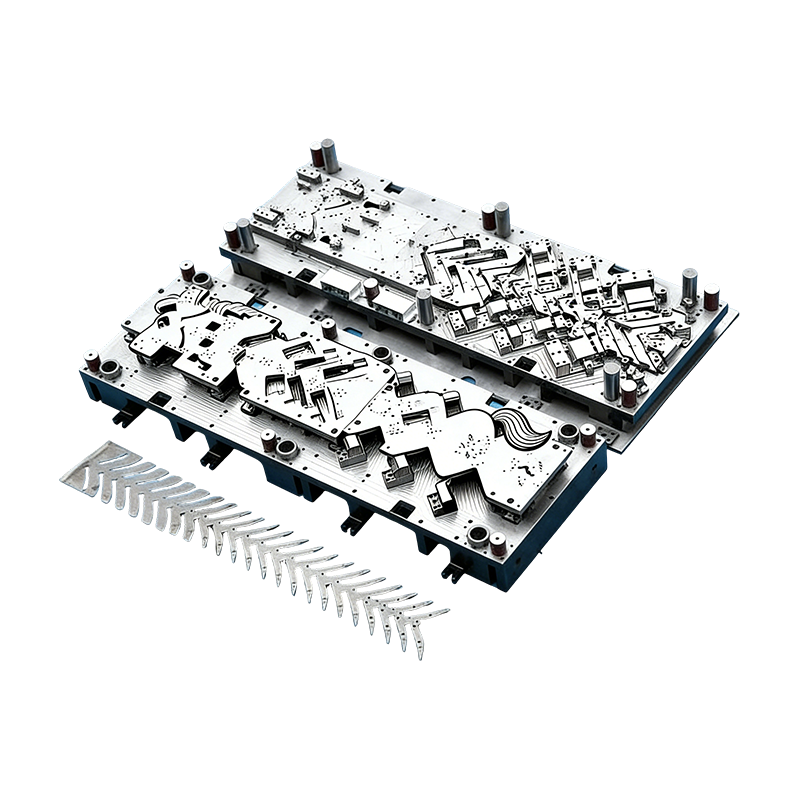
Otomotiv parçaları için progresif kalıplar
Otomotiv motor muhafazasına yönelik bu Sürekli ...
-
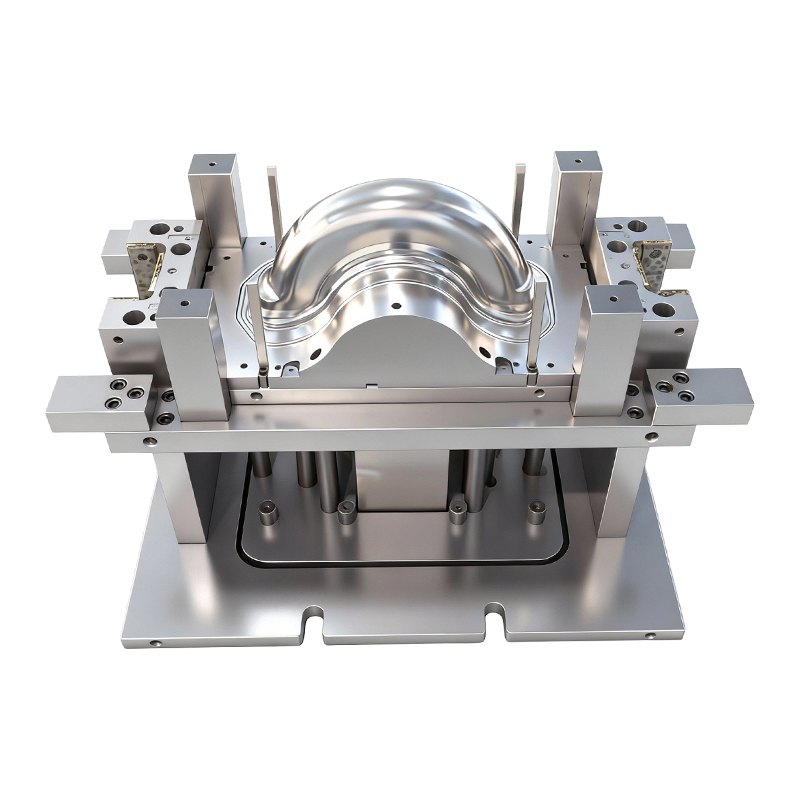
İki tekerlekli elektrikli araçların ön ve arka tekerlekleri için derin çekme kalıbı
İki tekerlekli elektrikli araçların ön ve arka ...
-
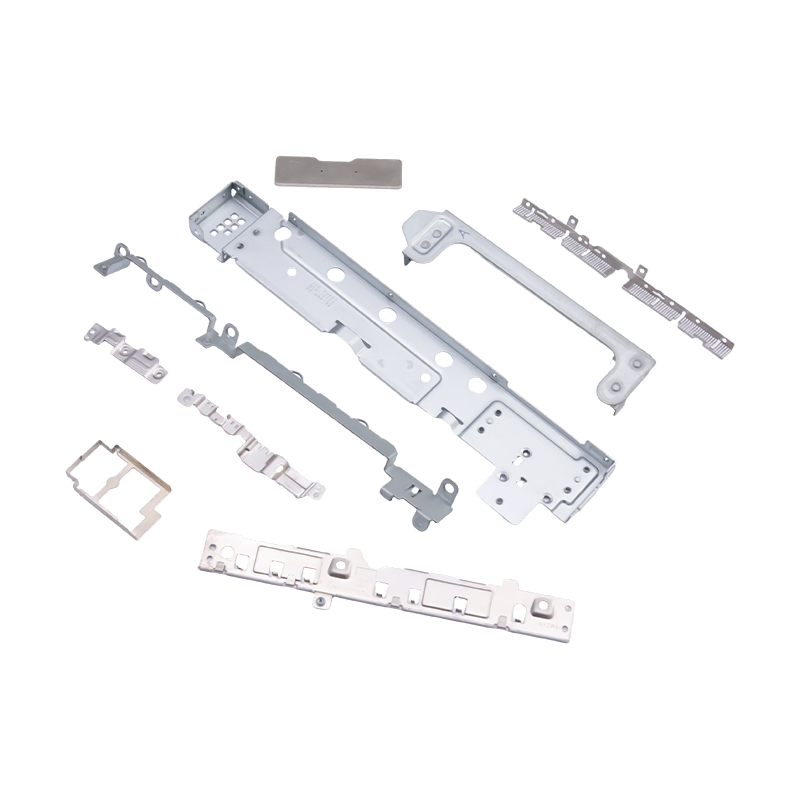
Dizüstü bilgisayarlar ve cep telefonları için küçük damgalı parçalar
Modern taşınabilir elektroniklerin temel dahili...
-

Otomotiv motor gövdesi damgalama parçaları
Otomotiv motor mahfazası damgalama parçaları, y...
-
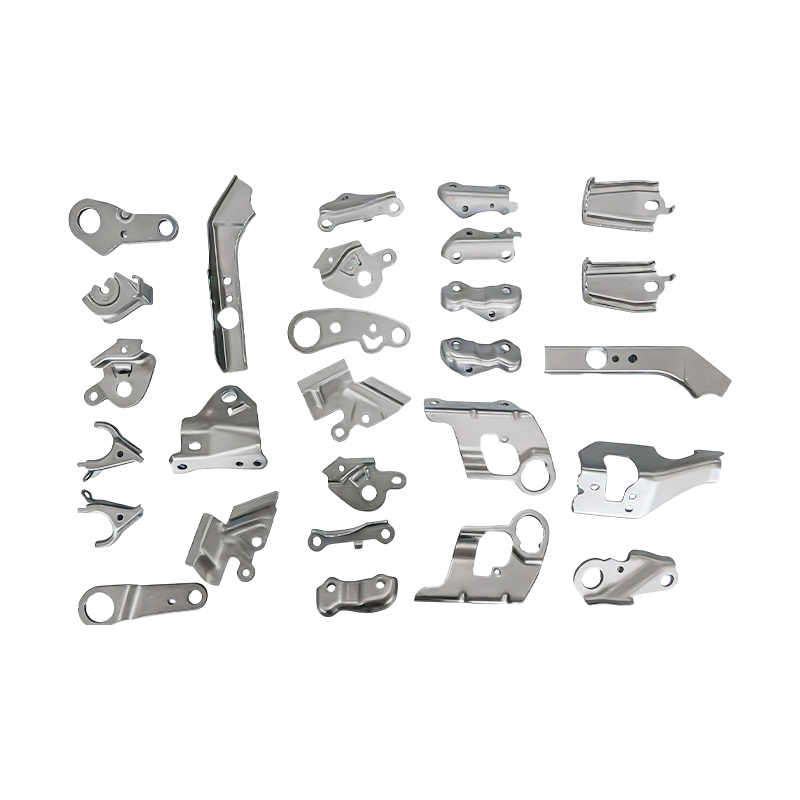
Küçük otomotiv parçaları ilerici kalıp damgalama parçaları
Küçük otomotiv parçalarımız aşamalı kalıp damga...
Sektör Haberleri
Ana sayfa / Haberler / Sektör Haberleri / Otomotiv ve Ev Aletleri için Metal Damgalama Parçaları: Süreçler, Malzemeler ve Kalite Standartları
Otomotiv ve Ev Aletleri için Metal Damgalama Parçaları: Süreçler, Malzemeler ve Kalite Standartları
2026-03-16
Damga İmalatı Nedir?
Damgalama üretimi, düz sacın özel bir kalıp seti ile donatılmış bir damgalama presine beslendiği ve malzemeyi kesin olarak tanımlanmış bir şekle getirmek için kesmek, bükmek, çekmek veya kabartmak için mekanik veya hidrolik kuvvetin uygulandığı soğuk şekillendirme metal işleme işlemidir. Süreç, her biri farklı geometrilere, malzeme kalınlıklarına ve üretim hacimlerine uygun, kesme, delme, şekillendirme, derin çekme, madeni para basma ve aşamalı kalıp damgalama gibi geniş bir operasyon ailesini kapsar. Tüm bu işlemleri birleştiren şey, damgalamanın temel avantajıdır: çıkarmalı işleme yöntemleriyle karşılaştırıldığında minimum malzeme israfıyla, yüksek hızda ve düşük birim başına maliyetle büyük miktarlarda boyutsal olarak tutarlı metal damgalama parçaları üretme yeteneği.
Çağdaş damgalama imalat Mikrometre cinsinden ölçülen toleranslara göre üretilen hassas takımlarla eşleştirilmiş, 20 ila 2.000 tonun üzerinde kuvvete sahip servo tahrikli ve hidrolik preslere dayanır. Bilgisayar destekli kalıp tasarımı ve simülasyon yazılımı, mühendislerin tek bir çelik parçası kesilmeden önce metal akışını, geri esnemeyi ve incelmeyi tahmin etmelerine olanak tanıyarak takım geliştirme döngülerini ve ilk parça reddetme oranlarını önemli ölçüde azaltır. Sonuç, tüketici elektroniği, ev aletleri ve otomotiv mühendisliği gibi çok çeşitli sektörlerin zorlu boyutsal ve yapısal gereksinimlerini karşılayan metal damgalama parçaları sunabilen bir üretim disiplinidir.
Damgalama İmalatında Temel Süreçler
Damgalama üretimini oluşturan spesifik operasyonları anlamak, satın alma mühendislerinin ve ürün tasarımcılarının belirli bir bileşen geometrisi ve üretim hacmi için en uygun maliyetli yaklaşımı seçmelerine yardımcı olur. Ana süreç kategorilerinin her biri farklı takım gereksinimleri ve çıktı özellikleri taşır.
Progresif Kalıp Damgalama
Aşamalı kalıp damgalama, bir metal şeridi tek bir kalıp seti içindeki bir dizi istasyondan besler; şerit ilerledikçe her istasyon tek bir işlemi (delme, çentik açma, bükme veya şekillendirme) gerçekleştirir. Şerit son istasyondan çıktığında, tamamen şekillendirilmiş metal damgalama parçaları taşıyıcı şeritten ayrılır ve toplanır. Bu yaklaşım, terminal konektörleri, braket klipsleri ve cihaz montaj donanımı gibi çok yüksek hacimlerde üretilen küçük ve orta büyüklükteki parçalar için oldukça verimlidir çünkü tüm süreç, işlemler arasında manuel parça taşımaya gerek kalmadan baskı hızında çalışır.
Derin Çekme
Derin çekme, düz bir metal ham parçayı bir zımba kullanarak bir kalıp boşluğuna bastırarak içi boş, dikişsiz bir kabuğa dönüştürür. İşlem, çamaşır makinesi iç kazan braketleri, içecek kutuları ve otomotiv yakıt deposu muhafazaları dahil olmak üzere silindirik ve kutu şeklindeki bileşenlerin üretimi için temel oluşturur. Derin çekmede malzeme seçimi kritik öneme sahiptir: metalin, yırtılma veya kırışma olmadan gereken büyük plastik deformasyona dayanabilmesi için yeterli süneklik ve uygun şekillendirme oranları sergilemesi gerekir. Düşük karbonlu çelik, alüminyum alaşımları ve paslanmaz çelik, cihaz ve otomotiv damgalama uygulamalarında en yaygın olarak derin çekilmiş malzemelerdir.
İnce Kesme
İnce kesme, olağanüstü pürüzsüzlük ve düzlükte kesilmiş kenarlara sahip parçalar üreten, geleneksel kesmenin gerektirdiği ikincil bitirme işlemlerini ortadan kaldıran özel bir damgalama işlemidir. Körleme kuvvetiyle aynı anda bir karşı basınç ve bir destek halkası kuvveti uygulayarak, ince kesme, malzemeyi kesme işlemi boyunca bir basınç gerilimi durumunda tutar ve neredeyse tüm malzeme kalınlığı boyunca pürüzsüz kesilmiş yüzeyler üretir. Bu, kenar kalitesinin yorulma ömrünü ve montaj uyumunu doğrudan etkilediği otomotiv uygulamalarındaki fren kaliperi bileşenleri ve koltuk braketleri için tercih edilen işlemi ince kesme haline getirir.
Ev Aletleri İmalatında Metal Damgalama Parçaları
Ev aletleri, metal damgalama parçaları için en yüksek hacimli uygulama alanlarından birini temsil eder. Cihaz imalatındaki yapısal karmaşıklık, boyutsal tutarlılık gereklilikleri ve maliyet duyarlılığının birleşimi, damgalama imalatının sağladığı özelliklerle tam olarak uyum sağlar. Ürün kategorilerinde damgalı bileşenler, cihazın uzun vadeli güvenilirliğini tanımlayan yük taşıma, hizalama ve muhafaza işlevlerini yerine getirir.
Buzdolaplarında, rulo şekillendirme ve aşamalı kalıp damgalama yoluyla üretilen kapı çerçeveleri, kapı ağırlığını destekleyen, conta sızdırmazlık yüzeylerini koruyan ve menteşe bağlantı noktalarına uyum sağlayan sağlam çevre sağlar. Bu çerçevelerdeki boyutsal doğruluk, kapı hizalamasını ve enerji verimliliğini doğrudan etkiler; bir milimetrenin çok küçük bir kısmı bile tolerans dışı olan bir kapı çerçevesi, kompresör çevrim frekansını ve enerji tüketimini artıran bir conta sızıntısına neden olabilir. Tipik olarak galvanizli veya paslanmaz çelik sacdan üretilen çamaşır makinesi iç kazan braketleri, yüksek hızlı dönüş dengesizliği yüklerine ve tekrarlanan termal çevrimlere, yorulma hatası olmadan dayanmalıdır. Klima şasi panelleri dış ünitenin yapısal iskeletini oluşturur; kompresörleri, fanları ve ısı eşanjörlerini hassas mekansal ilişki içinde tutarken titreşime ve hava şartlarına karşı dayanıklıdır.
Metal damgalama parçalarının tutarlı kalınlığı ve sıkı toleransları, tüm bu uygulamalardaki montaj boşluklarını azaltır, son montaj sürecini basitleştirir, ayarlanabilir bağlantı elemanları veya takozlama işlemlerine olan ihtiyacı azaltır ve bitmiş ürünün kozmetik kalitesini artırır.
Otomotiv Uygulamalarında Metal Damgalama Parçaları
Otomotiv endüstrisi, metrekare cinsinden ölçülen gövde panellerinden milimetre cinsinden ölçülen hassas fren bileşenlerine kadar yüzlerce ayrı damgalanmış bileşen içeren tipik bir binek aracıyla, dünya çapında metal damgalama parçalarının en büyük tek tüketicisidir. Otomotiv damgalama üretimi, herhangi bir ticari uygulamanın en katı boyut ve mekanik özellik standartları altında çalışır çünkü bileşen arızasının sonuçları, yolcu güvenliği ve mevzuat uyumluluğunu da kapsar.
Kapı kaplamalarını, tavan panellerini ve kaput düzeneklerini sertleştiren iç yapısal elemanlar olan gövde paneli takviyeleri, derin çekme, gererek şekillendirme ve yeniden vuruş operasyonlarının bir kombinasyonu yoluyla üretiliyor. Bu bileşenlerin, dış panellere doğru uyum sağlamak ve beyaz gövde montajı için doğru kaynak flanşı konumlandırmasını sağlamak için hassas kontur geometrisine sahip olması gerekir. Yüksek mukavemetli çelik ve gelişmiş yüksek mukavemetli çelik kaliteleri, azaltılmış malzeme kalınlığı ve ağırlığı ile gerekli çarpışma enerjisi emilimini elde etmek için gövde takviyelerinde giderek daha fazla kullanılıyor.
Koltuk braketleri, otomotiv metal damgalama parçalarının bir diğer kritik kategorisidir. Bu bileşenler, koltuk yapısını araç zeminine sabitler ve yolcuların çarpışma koruma standartlarında tanımlanan statik ve dinamik yüklere dayanmalıdır. İnce kesilmiş veya hassas damgalanmış koltuk braketi bileşenleri, aracın hizmet ömrü boyunca tutarlı cıvata torku ve güvenilir bağlantı kelepçeleme kuvveti için gereken kenar kalitesini ve düzlüğü sağlar. Kaliper braketi bağlantıları ve ankraj plakaları da dahil olmak üzere fren kaliperi bileşenleri, tüm çalışma sıcaklığı aralığında doğru pabuç hizalaması, eşit balata aşınması ve öngörülebilir frenleme performansı sağlayan boyutsal doğrulukla üretilir.
Metal Damgalama Parçaları İçin Malzeme Seçimi
Metal damgalama parçalarının performansı, oluşturuldukları malzemeden ayrılamaz. Damgalama üretimi çok çeşitli metal ve alaşımlarla uyumludur ve en uygun malzemenin seçilmesi şekillendirilebilirlik, mekanik özellikler, korozyon direnci ve maliyetin dengelenmesini gerektirir.
| Malzeme | Anahtar Özellikler | Tipik Uygulamalar |
| Düşük Karbonlu Çelik (DC01/DC04) | Mükemmel şekillendirilebilirlik, düşük maliyet | Cihaz şasisi, braketler, muhafazalar |
| Yüksek Mukavemetli Çelik (HSLA) | Yüksek akma dayanımı, iyi kaynaklanabilirlik | Gövde paneli takviyeleri, koltuk yapıları |
| Paslanmaz Çelik (304/430) | Korozyona dayanıklılık, yüzey kalitesi | Çamaşır makinesi küvetleri, cihaz panelleri |
| Alüminyum Alaşımlı (5052/6061) | Hafif, korozyona dayanıklı | Otomotiv gövde parçaları, ısı emiciler |
| Galvanizli Çelik | Çinko kaplama, dış mekan dayanıklılığı | Klima şasisi, dış mekan braketleri |
Damga İmalatında Kalite Kontrol
Yüksek hacimli üretim süreçlerinde boyutsal tutarlılığın korunması, damgalama imalatındaki temel kalite sorunudur. Kalıp aşınması, malzeme partisi değişimi, yağlama tutarsızlığı ve pres yatağı sapması, zaman içinde boyutsal sapmalara yol açarak, binlerce veya milyonlarca döngü boyunca spesifikasyon dahilinde kalan metal damgalama parçalarının üretilmesi için sistematik ölçüm ve süreç izlemeyi zorunlu hale getirebilir.
Önde gelen damgalama üreticileri, kalıp içi algılamayı, istatistiksel süreç kontrolünü ve koordinat ölçüm makinesi denetimini birleştiren katmanlı bir kalite sistemi uyguluyor. Temel kalite kontrol uygulamaları şunları içerir:
- İlk Ürün Denetimi (FAI): Seri üretime geçilmeden önce ilk üretim parçalarının mühendislik çizimlerine göre tam boyutsal doğrulanması.
- Süreç içi örnekleme: Tolerans dışı parçalar birikmeden önce takım aşınmasını veya proses sapmasını tespit etmek için kritik boyutların tanımlanmış üretim aralıklarında periyodik ölçümü.
- CMM doğrulaması: Koordinat ölçüm makineleri, el göstergeleri ile doğrulanamayan karmaşık şekilli yüzeyler için üç boyutlu veriler sağlar.
- Yüzey ve kenar denetimi: Montaj uyumunu veya yorulma ömrünü etkileyen çapaklara, çatlaklara, kırışıklıklara ve yüzey kusurlarına karşı görsel ve dokunsal inceleme.
- Malzeme sertifikası incelemesi: Gelen malzeme test sertifikaları, çekme mukavemeti, akma mukavemeti, uzama ve kaplama ağırlığına ilişkin spesifikasyon gerekliliklerine göre doğrulanır.
Damgalama İmalatı Neden Tercih Edilen Seçim Olmaya Devam Ediyor?
Lazer kesim, hidroforming ve katmanlı imalat gibi alternatif şekillendirme teknolojilerinin ortaya çıkmasına rağmen damgalama imalatı, zorlayıcı ve dayanıklı nedenlerden dolayı yüksek hacimli metal bileşen üretiminde baskın konumunu koruyor. Damgalamanın ekonomisi ölçek açısından temelde olumludur: takım yatırımı amorti edildikten sonra, damgalanmış bir metal parçanın parça başına maliyeti tipik olarak eşdeğer hacimlerde herhangi bir alternatif işlemin elde edebileceğinin çok küçük bir kısmıdır. Dakikada yüzlerce vuruşa varan baskı hızları, otomatik bobin besleme ve parça taşımayla birleştiğinde, başka hiçbir hassas metal şekillendirme işleminin ulaşamayacağı üretim hızlarına olanak sağlar.
Ekonominin ötesinde, metal damgalama parçalarının mekanik özellikleri, damgalama işleminin doğasında bulunan soğuk çalışma etkisi ile arttırılır. Şekillendirme sırasındaki plastik deformasyon, iş sertleştirmesi yoluyla deforme olmuş bölgelerdeki malzemenin sertliğini ve akma mukavemetini arttırır, orijinal sac stoğundan daha iyi mekanik performansa sahip bitmiş parçalar üretir. Bu etki, dayanım/ağırlık oranının birincil tasarım etkeni olduğu yapısal otomotiv bileşenlerinde özellikle değerlidir. Güvenilir, uygun maliyetli ve boyutsal olarak hassas bileşenler arayan cihaz ve otomotiv sektörlerindeki üreticiler için damgalama üretimi, modern metal bileşen tedarik zincirlerinin tartışmasız temeli olmaya devam ediyor.
Önceki yazı
Metal Damgalama ve Çizim Parça Kılavuzu
Sonraki Gönderi
Mikro Damgalama ve Standart Elektronik Parçalar Arasındaki Temel Farklılıklar Nelerdir?
Bizim Ürünler.
İşinize Burada Bir OEM Üreticisiyle Başlayın!
Küresel müşterilere eksiksiz anahtar teslim çözümler sağlayın
aracılığıyla
yenilik!
HIZLI BAĞLANTILAR
İLETİŞİM BİLGİLERİ.
-
 +86-139 1308 8972
+86-139 1308 8972 -

-
 No. 118 Yexin Yolu, Wujiang Ekonomik Kalkınma Bölgesi, Suzhou, Çin
No. 118 Yexin Yolu, Wujiang Ekonomik Kalkınma Bölgesi, Suzhou, Çin
Telif hakkı © Suzhou Shuangqisi Kalıp Ekipmanları Co, Ltd Tüm Hakları Saklıdır. Özel Damgalama Kalıbı Metal Damgalama Kalıbı Üreticileri
