-
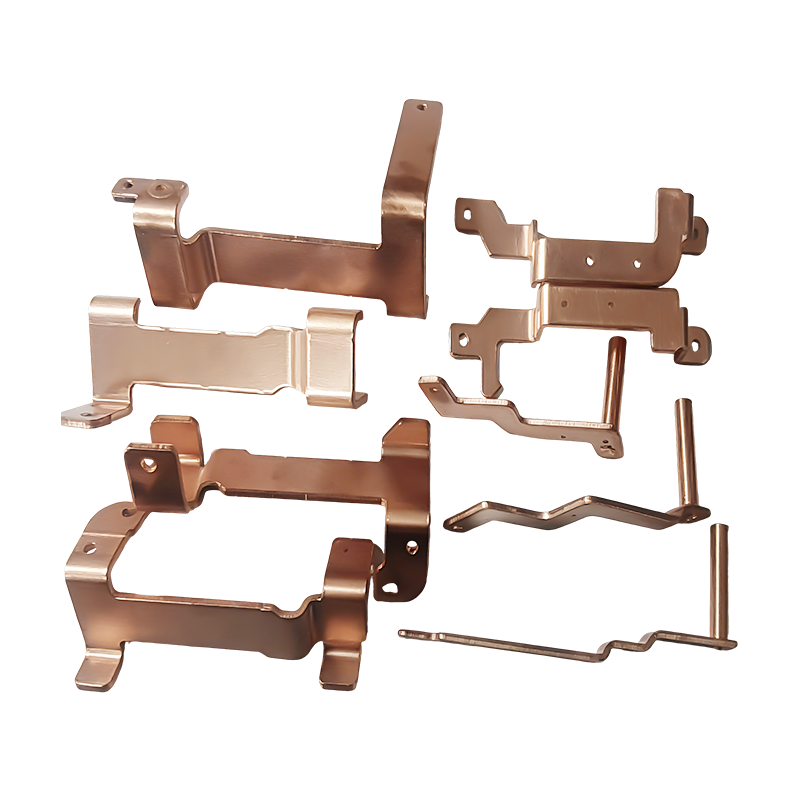
Yeni enerji aracı bakır bara damgalama parçaları
Yeni enerji aracı bakır bara damgalama parçalar...
-
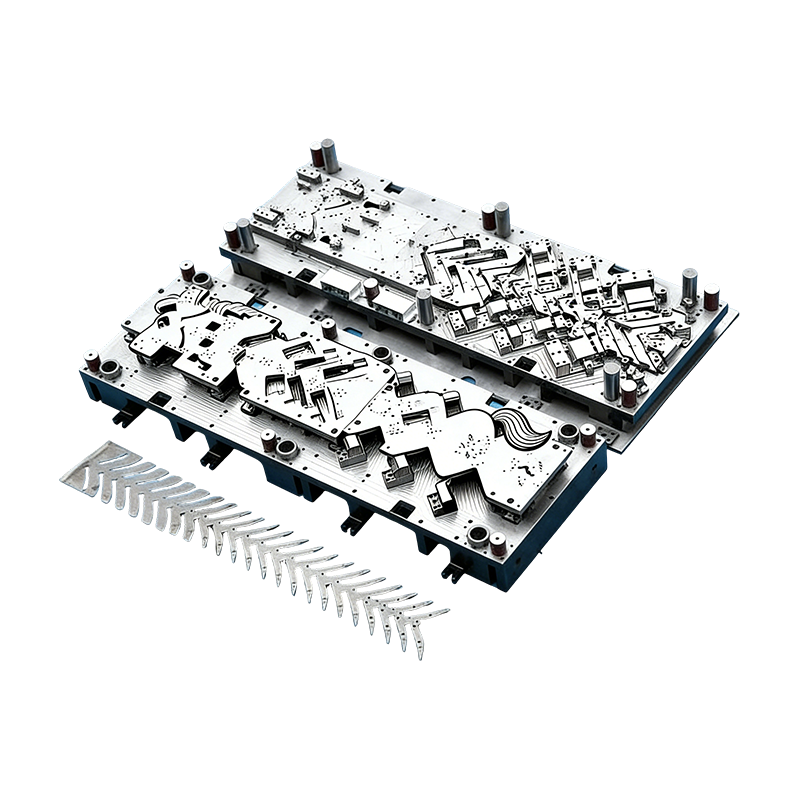
Otomotiv parçaları için progresif kalıplar
Otomotiv motor muhafazasına yönelik bu Sürekli ...
-
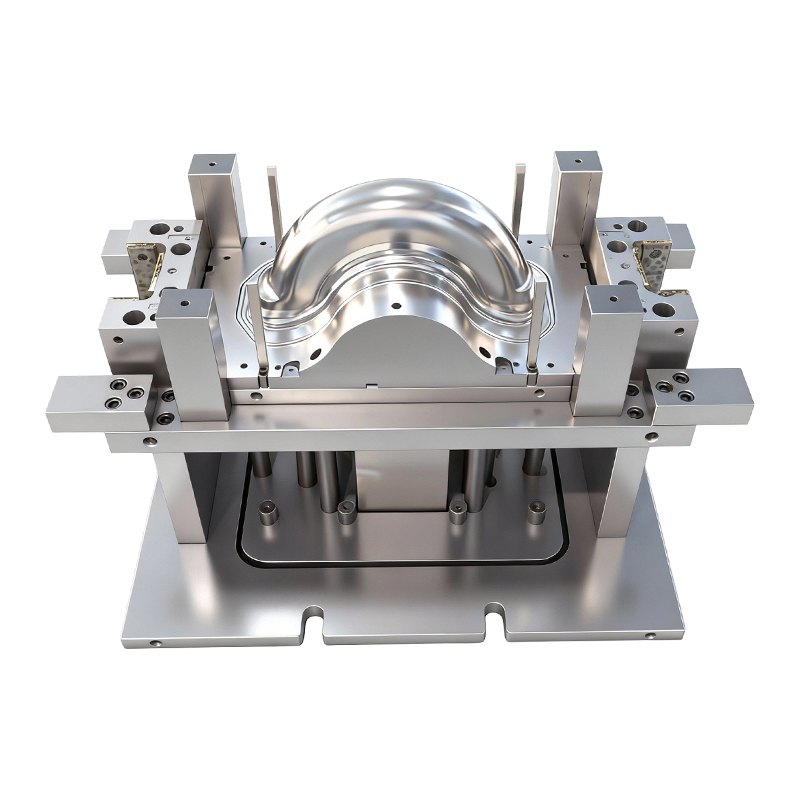
İki tekerlekli elektrikli araçların ön ve arka tekerlekleri için derin çekme kalıbı
İki tekerlekli elektrikli araçların ön ve arka ...
-
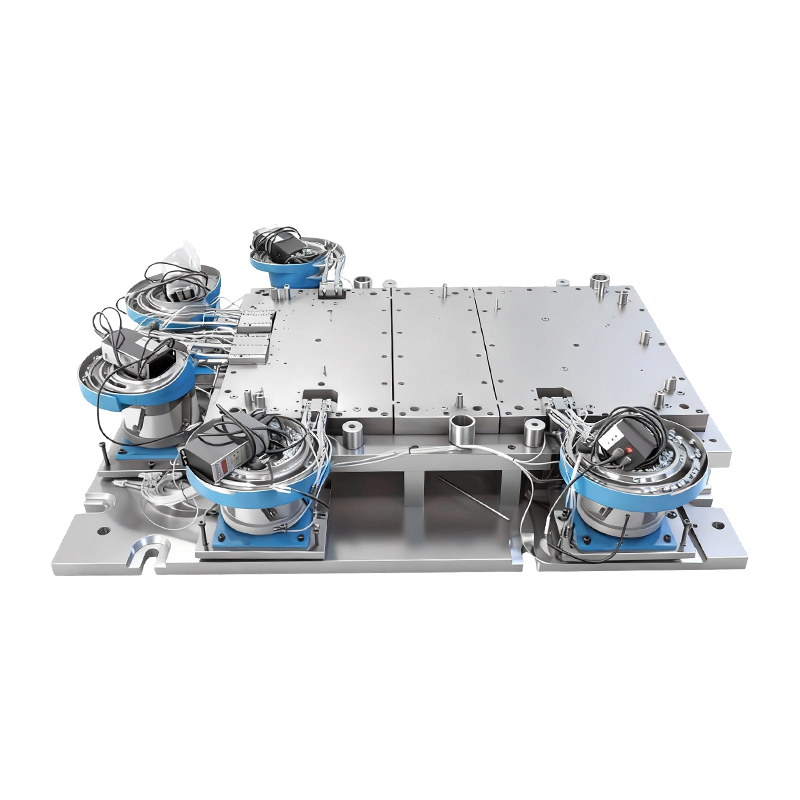
Büyük bilgisayar makine tabanı için otomatik perçinleme kalıbı
Büyük Bilgisayar Makine Tabanı için Bu Otomatik...
-
Dizüstü damgalama parçaları
Dizüstü bilgisayar damgalama parçalarımız, dizü...
Sektör Haberleri
Damgalama Kalıplarında Yüksek Sertlik Alaşımlı Çelik
2026-06-22
Hassas metal damgalama gibi zorlu bir alanda, progresif kalıbın ömrü ve doğruluğu temel olarak yapımında kullanılan temel malzeme tarafından belirlenir. Yüksek sertlikte alaşımlı çelik, özellikle yüksek hacimli otomotiv parçaları, elektronik konektörler ve karmaşık yapısal parçalar üretilirken, kritik damgalama bileşenlerinin üretiminde endüstri standardı haline geldi. Geleneksel takım çeliklerinin aksine, bu gelişmiş malzeme kategorisi aşırı mekanik strese, tekrarlanan darbelere ve ciddi aşındırıcı aşınmaya dayanacak şekilde tasarlanmıştır. Sürekli damgalama süreçlerini kullanan üreticiler için uygun yüksek sertlikte alaşımlı çeliğin seçilmesi yalnızca bir malzeme seçimi değildir; üretim verimliliğini, parça kalitesini ve genel takım maliyetlerini doğrudan etkileyen stratejik bir karardır. Bu makale, bu gelişmiş çeliklerin aşamalı kalıp imalatında kullanılmasının pratik yönlerini, işleme hususlarını ve operasyonel faydalarını araştırmaktadır.
Malzeme Bileşimi ve Mekanik Özellikler
Tanımlayıcı özelliği yüksek sertlikte alaşımlı çelik aşırı derecede kırılganlaşmadan, ısıl işlemden sonra tipik olarak 58 HRC'yi aşan bir Rockwell sertliğine ulaşma ve bu sertliği koruma yeteneğidir. Bu olağanüstü performans, belirli alaşım elementlerinin hassas bir şekilde eklenmesiyle elde edilir. Krom öncelikle sertleşebilirliği ve aşınma direncini arttırmak için eklenirken, molibden ve vanadyum tane yapısını inceleyerek ağır yükler altında çatlağın yayılmasını önler. Tungsten ve kobalt, yüksek hızlı damgalama sırasında oluşan yüksek sıcaklıklarda kırmızı sertliği geliştirmek ve kenar keskinliğini korumak için genellikle soğuk iş takım çeliklerine dahil edilir.
Sertlik ve Tokluğun Dengelenmesi
Takım işlemede yaygın bir yanılgı, daha yüksek sertliğin her zaman daha iyi performansa eşit olduğudur. Gerçekte, yeterli tokluğa sahip olmayan aşırı sertlik, yüksek tonajlı operasyonlar sırasında zımba uçlarının felaketle sonuçlanabilecek ufalanmasına veya çatlamasına neden olur. Modern metalurji, gelişmiş toz metalurjisi tekniklerini kullanarak bu sorunu çözmüştür. Bu işlemler, çelik matris içinde oldukça düzgün bir karbür dağılımı oluşturarak malzemenin sert, aşınmaya dayanıklı bir yüzeye sahip olmasına ve aynı zamanda daha sert, darbe emici bir çekirdeğin korunmasına olanak tanır. Bu mikroyapısal denge, hem hassasiyetin hem de dayanıklılığın gerekli olduğu karmaşık, çok aşamalı progresif kalıplar için yüksek sertlikte alaşımlı çeliği vazgeçilmez kılan şeydir.
Progresif Baskı Kalıplarında Pratik Uygulamalar
Bu çeliklerin benzersiz özellikleri, onları damgalama endüstrisindeki özel, yüksek talep gören uygulamalar için uygun kılar. Otomotiv motor gövdeleri veya elektrikli araç akü muhafazaları için progresif kalıplar tasarlarken, damgalanan malzeme genellikle yüksek mukavemetli düşük alaşımlı çelikler veya alüminyum alaşımları içerir. Bu malzemeler kalıp bileşenleri üzerinde muazzam sürtünme kuvvetleri uygular ve milyonlarca döngü boyunca sürtünme ve aşınmaya karşı direnç gösterebilecek bir takım malzemesi gerektirir.
Kritik Kalıp Bileşenleri
Tipik bir progresif kalıpta, yüksek sertlikte alaşımlı çelik, özellikle en hassas ve kritik çalışma parçaları için ayrılmıştır. Bunlar arasında kesme zımbaları, delici pimler, şekillendirme kalıpları ve madeni para basma istasyonları yer alır. Üreticiler, çalışma bileşenleri için bu malzemeyi ve yapısal plakalar için standart takım çeliğini kullanarak kalıbın maliyet-performans oranını optimize edebilir. Çalışan parçalar milyonlarca döngü boyunca sıkı toleranslarını koruyarak, damgalı motor muhafazalarının otomotiv güç aktarma organları montajı için kritik olan eşit duvar kalınlığına ve hassas montaj yüzeylerine sahip olmasını sağlar.
Talaşlı İmalat ve Isıl İşlem Protokolleri
Yüksek sertlikte alaşımlı çelikle çalışmak özel üretim protokolleri gerektirir. Malzemenin tamamen sertleşmiş halde işlenmesi son derece zor olduğundan, üretim sırası titizlikle planlanmalıdır. Genel kural, CNC frezeleme ve kaba tornalama gibi malzeme kaldırma işleminin büyük kısmını çelik tavlanmış veya yumuşak durumdayken gerçekleştirmektir. Bu, takım aşınmasını azaltır ve ilk şekillendirme aşamalarında daha hızlı malzeme kaldırma oranlarına olanak tanır.
Hassas Son İşlem Teknikleri
İlk kaba işleme ve gerilim giderme işlemlerinden sonra çelik, yüzey dekarbürizasyonunu önlemek ve boyutsal bozulmayı en aza indirmek için tipik olarak vakumla söndürmeyi içeren hassas bir ısıl işleme tabi tutulur. Isıl işlemin ardından çelik hedef sertliğine ulaşır. Bu aşamada geleneksel kesici aletler kullanılamaz. Son mikron düzeyindeki toleranslara kadar bitirme işlemleri, jig taşlama, koordinat taşlama ve yavaş hızlı telli elektrik deşarjlı işleme yoluyla elde edilir. Tel Erozyon, ilerici kalıp uçlarında mekanik stres yaratmadan karmaşık iç geometriler ve keskin köşeler oluşturmak için özellikle önemlidir.
| İmalat Aşaması | Birincil Hedef | Kullanılan Ortak Ekipmanlar |
| Kaba İşleme | Toplu malzemeyi yumuşak halde çıkarın | CNC Freze Merkezleri, Torna Tezgahları |
| Isıl İşlem | Hedef sertliği ve mikroyapıyı elde edin | Vakum Fırınları, Kriyojenik Tanklar |
| Hassas Son İşlem | Mikron düzeyinde nihai toleranslara ulaşın | Tel Erozyon, Jig Taşlayıcılar |
Kalıp Ömrünü ve Üretim Verimliliğini Artırma
Yüksek sertlikte alaşımlı çeliğin progresif kalıplara entegrasyonu, genel üretim verimliliğinde ölçülebilir iyileştirmeler sağlar. En acil fayda, bakım aralıklarının önemli ölçüde uzatılmasıdır. Yüksek hacimli damgalama ortamlarında, standart çeliklerin her birkaç yüz bin vuruşta bir cilalanması veya değiştirilmesi gerekebilir. Buna karşılık, yüksek sertlikte alaşımlı çelikten yapılmış bileşenler, önemli aşınma belirtileri göstermeden önce milyonlarca döngüye dayanabilir ve bu da doğrudan sonucu etkiler.
Operasyonel Avantajlar
- Daha Az Kesinti Süresi: Kalıp bakımı için daha az pres durması gerekir, bu da sürekli üretim çalışmalarında makine kullanımını ve genel ekipman verimliliğini en üst düzeye çıkarır.
- Tutarlı Parça Kalitesi: Üstün aşınma direnci, boyut toleranslarının ilk damgalanan parçadan milyonuncu parçaya kadar sabit kalmasını sağlayarak hurda oranlarını azaltır.
- Parça Başına Daha Düşük Maliyet: İlk malzeme ve işleme maliyetleri daha yüksek olmasına rağmen, uzatılmış kullanım ömrü, üretim çalıştırması başına amortize edilmiş takımlama maliyetini önemli ölçüde azaltır.
- Geliştirilmiş Yüzey Cilası: Sağlam kesici kenarlar, damgalanmış parçalarda çapak oluşumunu önleyerek ikincil çapak alma işlemlerine olan ihtiyacı azaltır veya ortadan kaldırır.
Özel Damgalama İşlemleri için Seçim Kriterleri
Yüksek sertlikte alaşımlı çeliğin tam kalitesinin seçilmesi, damgalama işleminin kapsamlı bir analizini gerektirir. Mühendisler, damgalanan malzemenin türünü, şeridin kalınlığını, parça geometrisinin karmaşıklığını ve beklenen üretim hacmini değerlendirmelidir. Örneğin kalın, aşındırıcı paslanmaz çeliğin kesilmesi sırasında, aşırı aşınma direnci nedeniyle yüksek karbonlu, yüksek kromlu, yüksek vanadyum içerikli takım çeliği tercih edilir. Bunun tersine, ince elektronik konektörlerde karmaşık, kırılgan özellikler oluştururken, hassas zımba uçlarının yanal gerilimler altında kırılmasını önlemek için biraz daha düşük sertliğe ancak daha yüksek darbe dayanıklılığına sahip bir malzeme seçilir.
Yüzey Kaplamaları ve İşlemleri
Performans sınırlarını daha da zorlamak için yüksek sertlikteki alaşımlı çelik bileşenler sıklıkla gelişmiş yüzey işlemlerine tabi tutulur. Titanyum Nitrür veya Krom Nitrür gibi Fiziksel Buhar Biriktirme kaplamaları bitmiş çeliğe uygulanabilir. Bu kaplamalar sürtünme katsayısını azaltır, alüminyumu damgalarken gevşemeyi önler ve ekstra bir yüzey sertliği katmanı ekleyerek en agresif damgalama ortamlarında kalıp bileşenlerinin ömrünü etkili bir şekilde artırır.
Sonuç olarak, ilerici kalıp imalatında yüksek sertlikte alaşımlı çeliğin uygulanması, yüksek hacimli, hassas üretim elde etmede kritik bir faktördür. Üreticiler, malzeme özelliklerini anlayarak, sıkı işleme protokollerine bağlı kalarak ve belirli uygulamalar için uygun kaliteleri seçerek olağanüstü uzun ömür ve parça tutarlılığı sağlayan kalıplar üretebilirler. Endüstriler daha sıkı toleranslar ve daha yüksek üretim hızları talep etmeye devam ettikçe, bu gelişmiş alaşımlı çeliklere olan güven daha da derinleşecek ve modern hassas damgalamanın temeli olarak rolleri sağlamlaşacaktır.

Önceki yazı
Önceki makale yok
Sonraki Gönderi
EV ve Enerji Depolama Pil Muhafazaları için Pil Kapağı Damgalama Parçaları
Bizim Ürünler.
İşinize Burada Bir OEM Üreticisiyle Başlayın!
Küresel müşterilere eksiksiz anahtar teslim çözümler sağlayın
aracılığıyla
yenilik!
HIZLI BAĞLANTILAR
İLETİŞİM BİLGİLERİ.
-
 +86-139 1308 8972
+86-139 1308 8972 -

-
 No. 118 Yexin Yolu, Wujiang Ekonomik Kalkınma Bölgesi, Suzhou, Çin
No. 118 Yexin Yolu, Wujiang Ekonomik Kalkınma Bölgesi, Suzhou, Çin
Telif hakkı © Suzhou Shuangqisi Kalıp Ekipmanları Co, Ltd Tüm Hakları Saklıdır. Özel Damgalama Kalıbı Metal Damgalama Kalıbı Üreticileri
