-
Pil kapağı damgalama parçaları
Akü kapağı damgalama parçalarımız otomotiv, end...
-
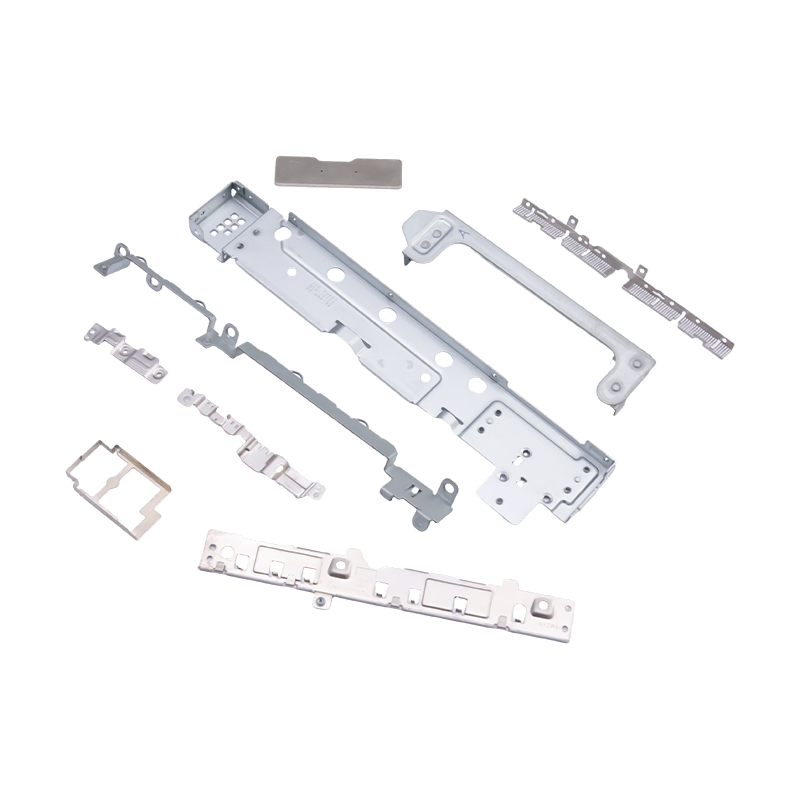
Dizüstü bilgisayarlar ve cep telefonları için küçük damgalı parçalar
Modern taşınabilir elektroniklerin temel dahili...
-
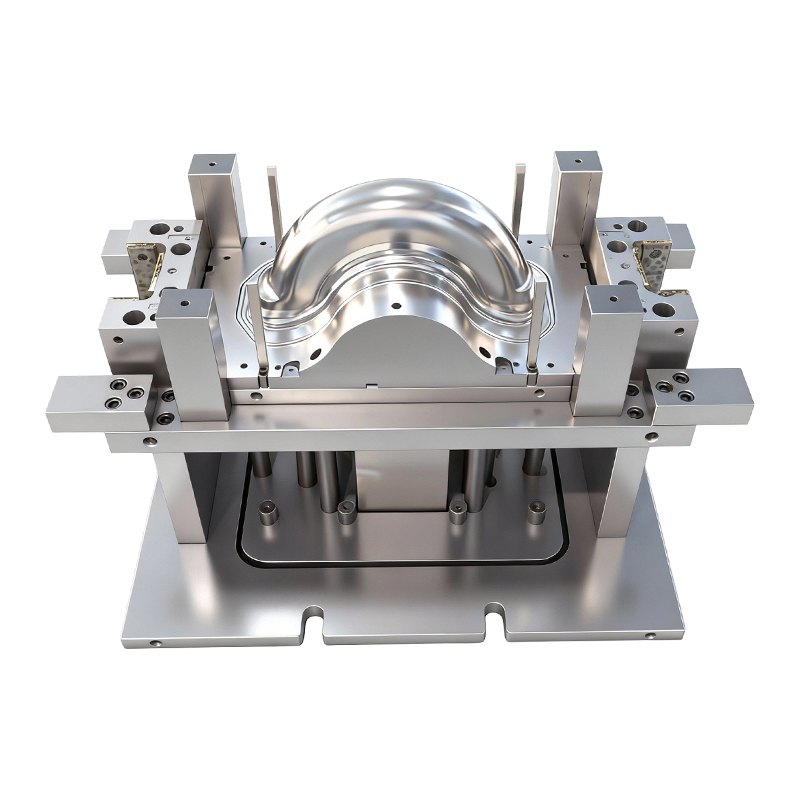
İki tekerlekli elektrikli araçların ön ve arka tekerlekleri için derin çekme kalıbı
İki tekerlekli elektrikli araçların ön ve arka ...
-
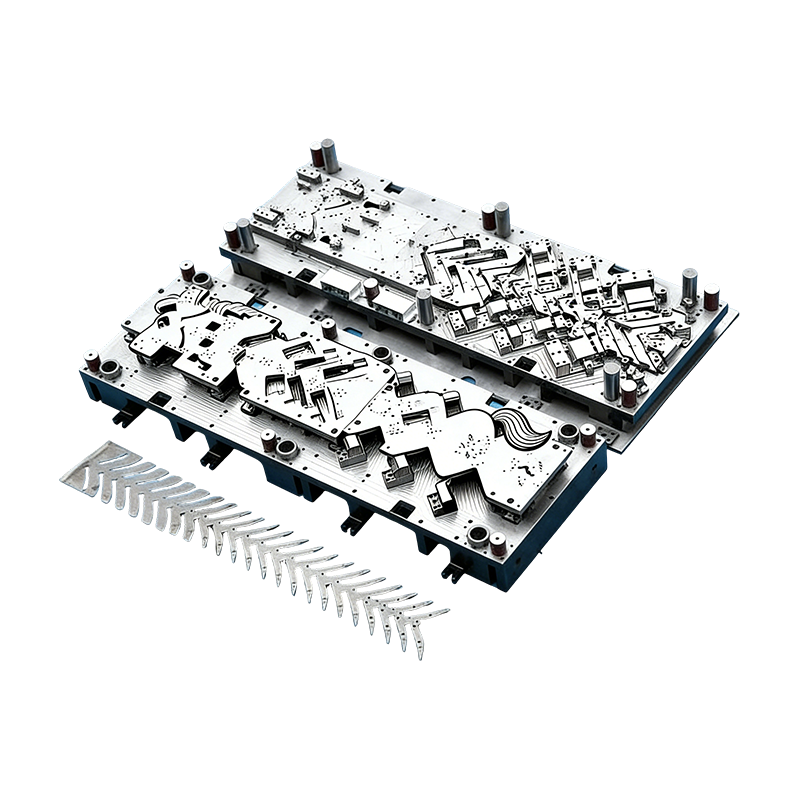
Otomotiv parçaları için progresif kalıplar
Otomotiv motor muhafazasına yönelik bu Sürekli ...
-
Büyük bilgisayar makine tabanı için otomatik perçinleme kalıbı
Büyük Bilgisayar Makine Tabanı için Bu Otomatik...
Sektör Haberleri
Ana sayfa / Haberler / Sektör Haberleri / EV ve Enerji Depolama Pil Muhafazaları için Pil Kapağı Damgalama Parçaları
EV ve Enerji Depolama Pil Muhafazaları için Pil Kapağı Damgalama Parçaları
2026-06-16
Sahada arızalanan bir akü paketinin, hücrelerden dolayı arızalanması çok nadirdir. Çoğu zaman temel neden, sızdırmaz olmayan bir kapak, hizalanmayan bir flanş veya titreşim nedeniyle çatlayan bir montaj çıkıntısıdır. Pil kapağı damgalama parçaları, her EV, endüstriyel ve enerji depolama pil sistemi için yapısal ve çevresel savunmanın ilk hattıdır ve bunların karşılaması gereken tolerans standartları, paket voltajları ve enerji yoğunlukları arttıkça önemli ölçüde sıkılaştı.
Bu makale, üretime hazır bir pil kapağı damgalama parçasını tanımlayan malzemeleri, süreçleri, boyut gerekliliklerini ve özelleştirme seçeneklerini ve bir tedarikçiye hak kazanırken nelerin doğrulanması gerektiğini kapsar.

Pil Kapağı Damgalama Parçaları Aslında Ne Yapar?
Pil muhafazasının kapağının aynı anda üç görevi vardır. Yapısal olarak, araç montajının mekanik yükleri, yol titreşimi ve termal döngü altında geometrisini, altındaki hücreleri deforme etmeden veya stresi iletmeden korumalıdır. Çevre açısından, IP67 veya IP68 sızdırmazlık bütünlüğünü sağlamalı ve korumalıdır; yani sürekli daldırma altında toz girişi ve su girişi olmamalıdır. İşlevsel olarak pil muhafazası, yüksek voltaj konektörü ve paket tasarımına entegre edilmiş soğutma kanallarıyla tam olarak arayüz oluşturması gerekir.
İşlenmiş veya döküm alternatifi yerine, üç gereksinimin tamamını tek bir damgalanmış bileşende karşılamak, yüksek hacimli pil üretimi için derin çekme damgalamayı tercih edilen süreç haline getiren şeydir. Damgalama sunar tutarlı boyutlar ve dar toleranslar (±0,01mm – ±0,05mm) Döküm ve işlemenin karşılayamayacağı üretim hızlarında, aynı zamanda parça başına maliyeti belirli ölçekte çalışan OEM tedarik zincirleri için yeterince düşük tutuyoruz.
Malzeme Seçimi: Soğuk Haddelenmiş Çelik, Alüminyum Alaşımlı veya Paslanmaz Çelik
Alt tabaka malzemesinin seçimi, kapağın elde edebileceği her performans ölçütünün (korozyon direnci, ağırlık, şekillendirilebilirlik, kaynaklanabilirlik ve maliyet) tavanını belirler. Pil kapağı uygulamalarında üç malzeme ailesi hakimdir.
Soğuk haddelenmiş çelik düşük hammadde maliyetiyle yüksek çekme mukavemeti ve mükemmel şekillendirilebilirlik sunar. Ağırlığın ikinci planda olduğu ve yapısal sağlamlığın birincil gereksinim olduğu endüstriyel akü muhafazaları ve enerji depolama sistemleri için standart seçimdir. Damga sonrası yüzey işlemleri (çinko kaplama, e-kaplama veya toz kaplama) genellikle korozyon direnci hedeflerini karşılamak için uygulanır.
Alüminyum alaşımları, özellikle 3003 ve 5052 kaliteleri, Paket ağırlığının araç menzilini doğrudan etkilediği EV akü kapaklarında baskın malzemedir. Alaşım 3003, iyi şekillendirilebilirlik ve orta düzeyde dayanıklılık sunarak, sığ çekmeli kapak geometrilerine çok uygun olmasını sağlar. Alaşım 5052, yoğuşmaya, soğutma sıvısına veya yola sıçramaya maruz kalan kapaklar için tercih edilen daha yüksek mukavemet ve üstün korozyon direnci sağlar. Her iki kalite de temiz bir şekilde derin çekme işlemi yapar ve ek koruma için anotlama veya dönüşüm kaplamasını kabul eder.
Paslanmaz çelik Ek yüzey işlemi gerektirmeden doğal korozyon direnci gerektiren uygulamalar (nemli ortamlardaki sabit enerji depolama sistemleri, deniz aküsü paketleri veya ürünün kullanım ömrü boyunca kaplama yapışmasının garanti edilemediği herhangi bir uygulama) için tasarlanmıştır. Daha yüksek sertleşme oranı, geri esnemeyi önlemek ve şekillendirme sonrasında boyutsal stabiliteyi korumak için dikkatli bir şekilde tasarlanmış takımlar gerektirir.
Derin Çekme ve İleri Baskı İşlemleri
Çoğu pil kapağı basit düz boşluklar değildir. Gömme sızdırmazlık kanalları, yükseltilmiş flanşlar, entegre çıkıntılar ve çok aşamalı aşamalı veya transfer kalıp damgalama sekansları gerektiren karmaşık konturlar içerirler. Derin çekme (bir zımba ve kalıp kullanarak düz bir metal levhanın üç boyutlu bir forma çekilmesi) temel işlemdir, ancak bitmiş bileşen genellikle presten çıkmadan önce kırpma, delme, damgalama ve flanşlama için ek istasyonlardan geçer.
Her istasyondaki proses kontrolü, bitmiş parçanın toleransı karşılayıp karşılamadığını belirler. Boş tutucu basıncı malzeme akışını kontrol eder ve kırışmayı önler; Yetersiz basınç flanşın bükülmesine izin verirken, aşırı basınç çekme yarıçapında yırtılmaya neden olur. Yağlama yönetimi yüzey durumunu etkiler — Ra ≤ 0,8μm'lik pürüzsüz yüzey kalitesi takım geometrisi ve yağlayıcı film kalınlığı doğru şekilde eşleştiğinde alüminyum ve çelik yüzeylerde elde edilebilir.
Sıfır çapak toleransı, pil kapakları için tartışılamaz bir gerekliliktir. Sızdırmazlık oluğundaki çapak, contanın temas yüzeyini keser ve bir sızıntı yolu oluşturur; iç kenardaki bir çapak hücre yığınına doğru hareket edebilir. Seri üretimde sürekli olarak çapaksız kenarlar elde etmek, takımların dar açıklıklara (tipik olarak çelik için malzeme kalınlığının %5-8'i, alüminyum için biraz daha geniş) ve üretim hacmine göre kalibre edilmiş düzenli kalıp muayene aralıklarına sahip olmasını gerektirir.
Sızdırmazlık Performansı: IP67 ve IP68 Gereksinimleri
IP67, muhafazanın otuz dakika boyunca hiçbir giriş olmadan bir metreye kadar suya daldırılmaya dayanmasını gerektirir. IP68, bunu üretici ile son kullanıcı arasında kararlaştırılan bir derinliğe (otomotiv uygulamalarında genellikle 30 dakika boyunca 1,5 m) sürekli daldırmaya kadar genişletir, ancak EV OEM'leri sıklıkla daha zorlu koşulları belirtir.
Damgalı bir kapaktan bu derecelendirmelerin elde edilmesi üç faktöre bağlıdır: sızdırmazlık flanşının düzlüğü, contaya temas eden oluk veya kordonun yüzey kalitesi ve contayı sıkıştıran cıvata deliği modelinin boyutsal tutarlılığı. Uzun bir sızdırmazlık işleminde 0,1 mm'lik bile flanş düzlüğü sapması, suyun basınç altında girebileceği bir boşluk oluşturmak için yeterlidir. Sızdırmazlık özellikleri üzerindeki boyutsal toleransın, yapısal özelliklerden daha sıkı tutulmasının nedeni budur - genellikle oluk derinliği ve sızdırmazlık boncuğu genişliğinde ±0,01 mm.
Bizim hassas otomotiv ve EV akü damgalama parçaları üretim kalıpları tamamlanmadan önce conta tedarikçisinin spesifikasyonlarına göre doğrulanmış sızdırmazlık oluğu geometrisi ile üretilir ve nominal boyut tasarımı ile nominal boyut takım uyumsuzluklarından kaynaklanan sıkıştırma seti ve sızıntı yolu risklerini ortadan kaldırır.
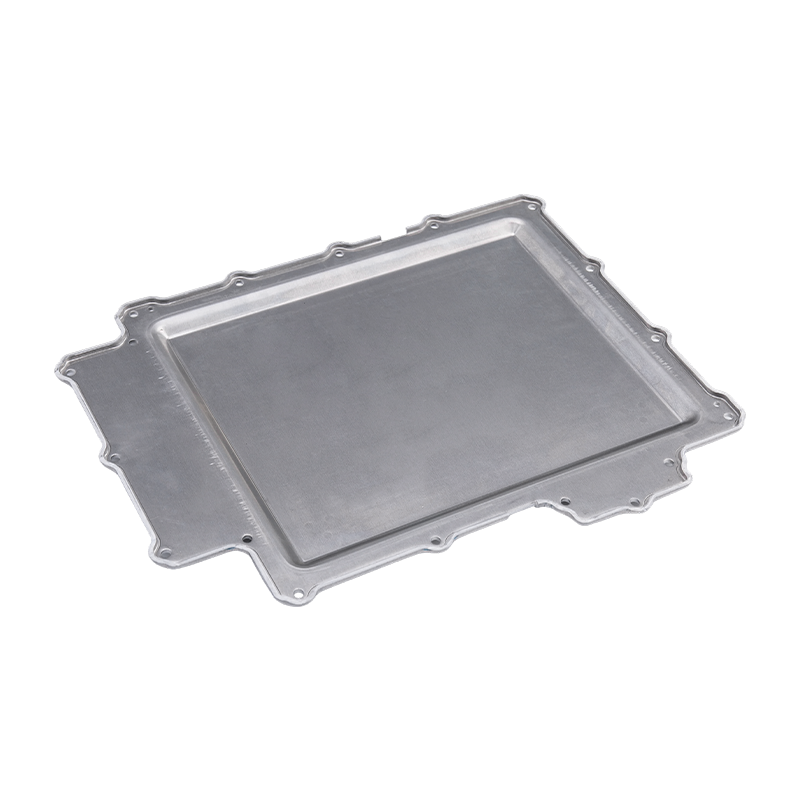
Bizim Battery Cover Stamping Parts: Specification Overview
Bizim battery cover stamping parts are precision-manufactured components designed for EV battery, industrial, and energy storage battery enclosures. Crafted from high-quality cold-rolled steel, aluminum alloys (3003/5052), or stainless steel, these deep-drawn parts undergo advanced stamping processes to ensure consistent dimensions and tight tolerances (±0.01mm – ±0.05mm), meeting the assembly requirements of different battery pack models.
Parçalar, sıfır çapak toleransı ve deformasyon olmadan pürüzsüz bir yüzey kaplamasına (Ra ≤ 0,8μm) sahiptir ve IP67/IP68 sızdırmazlık bütünlüğüne ulaşırken pil çekirdeklerini tozdan, nemden ve dış etkilerden etkili bir şekilde korur. Akü muhafazalarıyla kusursuz entegrasyonu desteklerler ve entegre montaj çıkıntıları, sızdırmazlık olukları, delikler, flanşlar veya yüksek gerilim konnektörleri ve soğutma arayüzleri de dahil olmak üzere özel kurulum ihtiyaçlarına göre bükme yapılarıyla özelleştirilebilirler.
Mükemmel yapısal stabilite ve korozyon direnci ile bu EV akü damgalama parçaları, akü sistemlerinin genel güvenliğini ve dayanıklılığını artırır. Onlar için uygundur seri üretim (500K – 10M parça/yıl) IATF 16949 kalite sertifikasıyla desteklenen, pil OEM'leri ve üreticileri için maliyet etkinliği ve güvenilir tedarik sağlıyor.
Özelleştirme: Yükseklikler, Oluklar, Flanşlar ve Fonksiyonel Arayüzler
Aynı kapak geometrisini paylaşan iki pil paketi tasarımı yoktur. EV platformları hücre formatı (silindirik, prizmatik, kese), modül düzenlemesi, termal yönetim mimarisi ve konektör konumu açısından farklılık gösterir ve her varyasyon, farklı özelliklerin birleşimi olarak kapak tasarımına yayılır.
En yaygın özelleştirme gereksinimleri beş kategoriye ayrılır. Montaj çıkıntıları - dişli veya boşluk delikleri olan yükseltilmiş pedler - kapağı akü muhafazasının üzerine yerleştirin ve kelepçeleme yükünü sızdırmazlık arayüzünden uzağa dağıtın. Sızdırmazlık olukları genişlik, derinlik ve yarıçap bakımından conta veya O-halka spesifikasyonuna uygun olmalı ve tüm üretim aralığı boyunca belirtilen sıkıştırma oranını garanti edecek kadar sıkı toleranslara sahip olmalıdır. Kesikler ve delinmiş delikler Konektörler için havalandırma delikleri ve sensörler, kapağın mahfaza üzerindeki eşleşme özellikleriyle aynı doğrulukla sızdırmazlık çevresine göre konumlandırılmalıdır. Flanşlar ve bükme yapıları sağlamlık ekleyin, montaj yerleştirme özellikleri oluşturun veya bitişik modüller için bağlantı noktaları oluşturun. Soğutma arayüzleri - Kapağı sıvı soğutma devresine bağlayan girintiler veya geçiş özellikleri - soğutma manifoldlarına sızıntısız bağlantı sağlamak için özellikle yakın boyutsal kontrol gerektirir.
Bu özelliklerin tümüne derin çekme ve aşamalı damgalama işlemiyle ulaşılabilir. Kritik önkoşul, takımlamanın başlangıçtan itibaren nominal boyutlar değil, üretim toleransları dikkate alınarak tasarlanmasıdır; çünkü 3D modelde geometrik olarak doğru olan ancak proses kapasitesi marjı olmadan nominal olarak takımlandırılmış bir özellik, proses koşulları saptığı anda retler üretecektir.
Bizim otomotiv ve elektrikli araç derin çekme kalıbı tasarım yetenekleri Her özel özelliğin, ilk kalıp denemesinden itibaren üretim istikrarı için tasarlandığından emin olun ve prototip onayı ile seri üretimin başlatılması arasındaki yineleme döngülerini azaltın.
Seri Üretim Yeteneği ve Kalite Güvencesi
Pil OEM'leri ve Tier 1 tedarikçileri, numune denetimini geçen bir parçadan daha fazlasına ihtiyaç duyar. teslimat yapabilecek bir tedarik zincirine ihtiyaçları var. Yılda 500.000 ila 10 milyon veya daha fazla parça tutarlı kalite, öngörülebilir teslimat süreleri ve müşteri denetimlerini ve mevzuata ilişkin gönderimleri desteklemek için gereken verileri üreten bir kalite yönetim sistemi ile.
IATF 16949 sertifikası, otomotiv tedarik zincirleri için temel kalite standardıdır. İstatistiksel süreç kontrolünün, ölçüm sistemi analizinin ve üretim parçası onay süreçlerinin yalnızca tedarikçi lansmanında değil, üretim süreci boyunca sürekli olarak mevcut olmasını ve belgelenmesini zorunlu kılar. Özellikle pil kapağı damgalama için bu, sızdırmazlık özellikleri, flanş düzlüğü ve delik konumu ile ilgili kritik boyutların her üretim partisi için tanımlanmış bir numune alma planında ölçüldüğü ve sonuçların kontrol limitlerine göre değerlendirildiği ve incelendiği anlamına gelir.
Yılda birkaç yüz bin parçanın üzerindeki üretim hacimlerinde tutarlılığın korunması için damgalama otomasyonu hayati önem taşıyor. Servo pres teknolojisi, kuvvet ve konumun strokun her aşamasında kontrol edilmesine olanak tanır, malzeme kalınlığı değişimini ve kalıp aşınmasını sabit hızlı mekanik preslerin yapamayacağı şekilde telafi eder. Bizim damgalama otomasyon ekipmanları Operatör müdahalesini artırmadan uzun üretim süreçlerinde boyutsal kararlılığı korumak için pres kontrolünü, kalıp içi algılamayı ve parça denetimini entegre eder.
Gelen malzeme sertifikasyonu, ilk ürün inceleme raporları, boyut ölçüm raporları ve yüzey bitirme doğrulaması her üretim siparişi için standart belgeler olarak sağlanır; satın alma ve kalite ekiplerine kendi müşteri taahhütlerini desteklemek için gereken izlenebilirlik kayıtları sağlanır.
Pil Kapağı Damgalama Tedarikçisinin Niteliği: Neyin Doğrulanması Gerekir
Pil kapağı damgalama parçaları için tedarikçi yeterlilik süreci, numune incelemesinin ötesine geçmelidir. Bunlar, bir tedarikçinin yalnızca kabul edilebilir numuneler üretmekle kalmayıp, hacimsel olarak kaliteyi sürdürüp sürdüremeyeceğini belirleyen alanlardır.
Takım sahipliği ve bakım programı. Üretim araçlarının kime ait olduğunu ve kalıp bakım aralığının ne olduğunu doğrulayın. Baskı makinesinin çalışma süresini en üst düzeye çıkarmak için bakımı erteleyen bir tedarikçi, eninde sonunda hiçbir uyarıda bulunmadan tolerans dışı parçalar üretecektir.
Sızdırmazlık özelliklerinde ölçüm yeteneği. Sızdırmazlık oluğu ve flanş düzlüğü ölçümleri hakkında gösterge R&R verilerini isteyin. Tolerans bandına göre %10'dan fazla varyasyona sahip bir ölçüm sistemi, uyumlu parçalardan uygun olmayanları güvenilir bir şekilde ayırt edemez.
Malzeme izlenebilirliği. Pil sınıfı alüminyum ve çelik, fabrika sertifikasına göre izlenebilir olmalıdır. IATF sertifikalı tedarik zincirleri için bu zorunludur; otomotiv dışı uygulamalar için malzemenin belirtilen alaşımı ve temperi karşıladığını doğrulamanın tek yolu hala budur.
Prototipten üretime geçiş süreci. Belgelenmiş bir APQP (Gelişmiş Ürün Kalite Planlaması) sürecine sahip bir tedarikçi, üretim kalıpları kesilmeden önce potansiyel süreç hatalarını belirleyecek ve çizimde görülebilen ancak hiçbir zaman üst kademeye aktarılmayan üretim için tasarım sorununun neden olduğu lansman gecikmesi riskini azaltacaktır.
Pil OEM'leri ve damgalama ortaklarını değerlendiren üreticiler için özel damgalama geliştirme ve yeterlilik hizmetleri ilk DFM incelemesinden PPAP gönderimine ve kararlı durum üretimine kadar tam olarak bu gereksinimler etrafında yapılandırılmıştır.
Önceki yazı
Damgalama Kalıplarında Yüksek Sertlik Alaşımlı Çelik
Sonraki Gönderi
Ev Aletleri için Metal Damgalama Parçaları: Malzemeler, Hassas ve Özel Çözümler
Bizim Ürünler.
İşinize Burada Bir OEM Üreticisiyle Başlayın!
Küresel müşterilere eksiksiz anahtar teslim çözümler sağlayın
aracılığıyla
yenilik!
HIZLI BAĞLANTILAR
İLETİŞİM BİLGİLERİ.
-
 +86-139 1308 8972
+86-139 1308 8972 -

-
 No. 118 Yexin Yolu, Wujiang Ekonomik Kalkınma Bölgesi, Suzhou, Çin
No. 118 Yexin Yolu, Wujiang Ekonomik Kalkınma Bölgesi, Suzhou, Çin
Telif hakkı © Suzhou Shuangqisi Kalıp Ekipmanları Co, Ltd Tüm Hakları Saklıdır. Özel Damgalama Kalıbı Metal Damgalama Kalıbı Üreticileri
