-
Araba koltuğu damgalama parçaları
Araba koltuğu damgalama parçaları, yüksek hassa...
-

Ağır kamyon damgalama parçaları
Ağır kamyon damgalama parçalarımız, uzun mesafe...
-
Küçük otomotiv parçaları ilerici kalıp damgalama parçaları
Küçük otomotiv parçalarımız aşamalı kalıp damga...
-
Dizüstü bilgisayarlar ve cep telefonları için küçük damgalı parçalar
Modern taşınabilir elektroniklerin temel dahili...
-
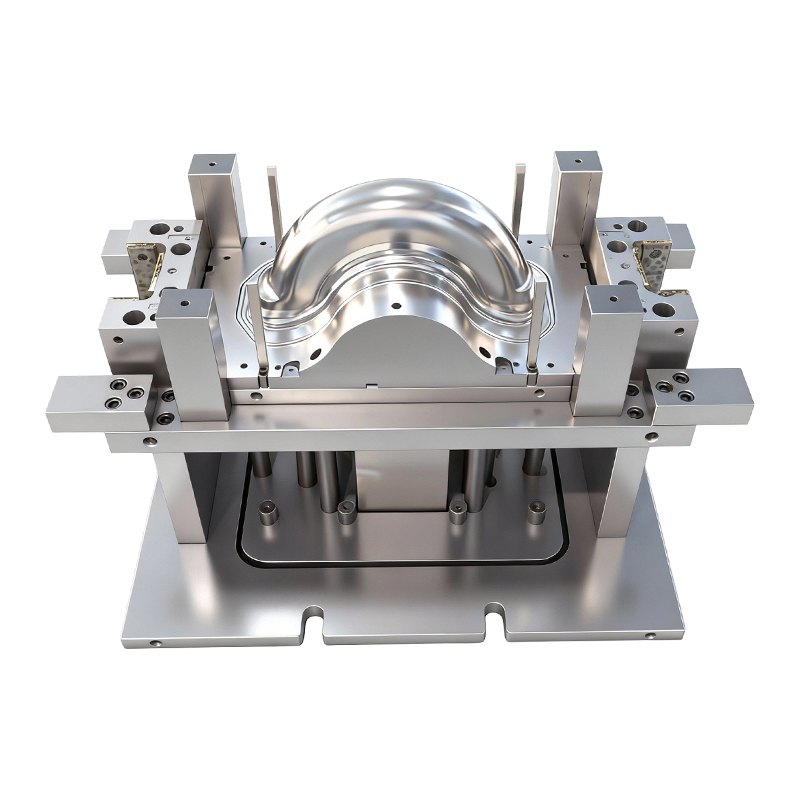
İki tekerlekli elektrikli araçların ön ve arka tekerlekleri için derin çekme kalıbı
İki tekerlekli elektrikli araçların ön ve arka ...
-
Otomotiv parçaları için progresif kalıplar
Otomotiv motor muhafazasına yönelik bu Sürekli ...
Sektör Haberleri
Ana sayfa / Haberler / Sektör Haberleri / Derin Çekme Kalıp Tasarımı: Delme, Kalıp, Temizleme ve Çok Aşamalı İndirgeme Kılavuzu
Derin Çekme Kalıp Tasarımı: Delme, Kalıp, Temizleme ve Çok Aşamalı İndirgeme Kılavuzu
2026-05-20
Kalıba düz bir boşluk olarak giren ve kesintisiz, içi boş bir bileşen olarak çıkan sac metal; bu dönüşüm tamamen kalıbın ne kadar iyi tasarlandığına bağlıdır. Derin çekme kalıbı tasarımı tek bir karar değil, her biri başarılı şekillendirmenin gerçekleşebileceği pencereyi açan veya kapatan bir dizi mühendislik tercihidir. Kötü belirlenmiş bir zımba yarıçapı, küçük boyutlu bir boş tutucu veya yanlış hesaplanmış bir boşluk, bu pencereyi tamamen çökertebilir ve yüksek hacimde çatlak veya buruşmuş hurda üretebilir. Aşağıdaki bölümler tüm önemli tasarım değişkenlerini ele alıyor ve her birinin neyi kontrol ettiğini açıklıyor.
Derin Çekme Kalıp Tasarımı Aslında Neyi Kontrol Ediyor?
Bir derin çekme alet takımının üç ana elemanı vardır: zımba, kalıp ve ham tutucu. Zımba düz işlenmemiş parçayı kalıp boşluğuna iter. Kalıp, bitmiş parçanın dış geometrisini tanımlar. Ham parça tutucu, vuruş sırasında boşluğa ne kadar malzemenin besleneceğini düzenlemek için ham parçanın flanşına baskı yapar.
Her üye diğerleriyle ilişkili olarak tasarlanmalıdır. Delgi çapı çekilen kabın iç çapını belirler; kalıp çapı, çalışma boşluğu miktarına göre daha büyüktür. Ham parça tutucu ikisi arasında yer alır ve strok boyunca flanş üzerindeki temas basıncını korur. Bu üç bileşen arasındaki ilişkiler doğru olduğunda metal, flanşta kırışmadan veya zımba burnunda kırılmadan içeri ve aşağı doğru akar. Herhangi bir ilişki yanlış olduğunda, bu iki başarısızlık modundan biri hemen ortaya çıkar.
Yüksek adetli üretim için, otomotiv sınıfı derin çekme kalıp setleri daha fazla gereksinim ekleyin: daha uzun takım ömrü, parçadan parçaya sıkı tutarlılık ve otomatik transfer sistemleriyle uyumluluk. Bu gereksinimler aşağıda açıklanan her tasarım kararının önemini artırmaktadır.
Delme ve Kalıp Geometrisi: Parça Şeklinin Geldiği Yer
Zımba ucu yarıçapı ve kalıp giriş yarıçapı, derin çekme kalıp tasarımında en önemli iki geometrik parametredir. Her ikisi de metalin düz boşluktan çizilmiş duvara geçerken nasıl büküleceğini kontrol eder.
Delme burun yarıçapı genellikle standart çelikler için malzeme kalınlığının dört ila sekiz katı arasında ayarlanır. Çok küçük bir yarıçap, bükülmedeki çekme gerilimini yoğunlaştırarak incelmeyi ve sonunda kırılmayı teşvik eder. Çok büyük bir yarıçap, metalin kalıp duvarı tarafından yakalanmadan önce bükülmesine izin vererek duvarda kırışıklıklara neden olur.
Kalıp giriş yarıçapı - bazen kalıp köşesi yarıçapı olarak da adlandırılır - iş parçasının kalıp kenarı üzerine çekilirken karşılaştığı direnci yönetir. İyi cilalanmış, uygun boyuttaki kalıp yarıçapı sürtünmeyi azaltır ve malzemenin boşluğa düzgün bir şekilde akmasını sağlar. Standart uygulama, çekme oranına ve malzeme sünekliğine bağlı olarak bu yarıçapı malzeme kalınlığının dört ila on katı olarak ayarlar. Küçük boyutlu yarıçaplar yırtılma riskini artırır; İnce malzemelerdeki büyük boyutlu yarıçaplar, kırışıklara dönüşen desteksiz açıklıklar oluşturur.
Kare veya dikdörtgen kesitli parçalarda köşe yarıçapları özel dikkat gerektirir. Köşeler, şekillendirme sırasında basınç gerilimini yoğunlaştırır ve tipik olarak eşdeğer yuvarlak parçalardan daha büyük olan cömert köşe yarıçapları, köşelerde kırışma olmadan tek bir işlemde daha derin çekmelere olanak tanır.
Zımba ve Kalıp Arasındaki Çalışma Açıklığı
Açıklık, zımba ile kalıp duvarı arasındaki radyal boşluktur. Çekme sırasında metalin bu boşluktan geçmesi gerekir ve içe doğru akarken genellikle biraz kalınlaşır. Açıklık, metali sürtünmeyi yıkıcı seviyelere çıkaracak kadar sıkı sıkmadan ve metalin yanal olarak duvar kırışıklıklarına dönüşmesine neden olacak kadar fazla alan bırakmadan bu kalınlaşmaya uyum sağlamalıdır.
Düşük karbonlu çeliklerin çoğu için, kenar başına malzeme kalınlığının 1,07 ila 1,15 katı kadar bir çalışma açıklığı kabul edilen başlangıç aralığıdır. Daha sert veya daha kalın malzemeler bu aralığın üst ucunda açıklık gerektirebilir. Daha ince malzemeler ve duvar kalınlığındaki daha sıkı toleranslar, tasarımı alt uca doğru iter. Progresif kalıp sistemleri çok istasyonlu otomotiv ilerici derin çekme kalıpları Aynı mantığı birbirini takip eden her istasyona uygulayın; tas çapı azaldıkça ve duvar bütünlüğü daha kritik hale geldikçe boşluk genellikle daralır.
Malzeme Seçimi ve Kalıp Tasarımına Etkisi
Kalıp tasarımcısı parça malzemesini seçemez ancak malzeme özellikleri hangi tasarım parametrelerinin uygun olduğunu belirler. Sac metalin iki özelliği özellikle önemlidir: gerinim sertleşmesi üssü (n-değeri) ve plastik gerinim oranı (r-değeri, aynı zamanda Lankford katsayısı olarak da bilinir).
Yüksek bir n değeri, malzemenin esnedikçe hızla sertleşeceği ve deformasyonun iş parçası boyunca daha eşit şekilde dağıtılacağı anlamına gelir. Bu, kırılmadan önce daha agresif çekme oranlarına izin verir. Yüksek r-değeri, malzemenin kalınlık yönünde incelmeye karşı dirençli olduğu ve tercihen tabaka düzleminde aktığı anlamına gelir; tam da derin çekmenin gerektirdiği şeydir. Yüksek r değerlerine sahip malzemeler, zımba ucu kırılma sınırına ulaşılmadan önce daha büyük derinlik-çap oranlarına çekilebilir.
Pratik anlamda, r değerleri 1,8'in üzerinde olan ara yersiz (IF) çelik, r değerleri 1,0'a yakın olan geleneksel düşük karbonlu çeliğe göre daha derin tek çekme derinliklerine ve daha büyük boşluk-delgi çapı oranlarına sahip kalıp tasarımlarına olanak tanır. Alüminyum alaşımları genellikle 1,0'ın altında r değerlerine sahiptir; bu, alüminyuma yönelik kalıp tasarımlarının, aynı kap derinliğini elde etmek için çok aşamalı çekme azaltımlarına ve daha dikkatli boşluk tutucu kontrolüne daha fazla dayanması gerektiği anlamına gelir. Tasarım yaparken de aynı prensipler geçerlidir. hassas otomotiv damgalama bileşenleri sıkı boyut toleranslarının malzeme değişkenliği zorluklarını artırdığı durumlar.
Çok Aşamalı Çekme Azaltma: Tek İşlem Yeterli Olmadığında
Bitmiş parçanın gerekli derinlik-çap oranı, tek bir çekme işleminin güvenli bir şekilde elde edebileceği oranı aştığında (genellikle çoğu çelik için 2,0 ila 2,2'nin üzerinde bir çekme oranı), tasarımın birden fazla çekme aşaması içermesi gerekir. Her aşama, yüksekliğini artırırken kap çapını azaltır ve her aşamanın kendi zımbası, kalıbı ve boş tutucusu vardır.
İlk çekme, düz ham parçayı malzemenin izin verdiği maksimum çekme oranına getirir. Sonraki yeniden çekme işlemleri önceden oluşturulmuş kap üzerinde gerçekleştirilir ve flanştaki metal zaten kısmen işlenerek sertleştirilmiş olduğundan ve daha az ciddi kırışma riski taşıdığından aşama başına 1,2 ila 1,4 çekme oranları elde edilebilir. Hızla sertleşen malzemeler için, bir sonraki indirgemeden önce sünekliği yeniden sağlamak için aşamalar arasında tavlama gerekebilir.
| Çizim Aşaması | Tipik Maksimum Çekme Oranı | Notlar |
|---|---|---|
| İlk çekiliş | 1.8 – 2.2 | R değerine ve ham parça kalınlığına bağlıdır |
| İkinci çekiliş (yeniden çekiliş) | 1.2 – 1.4 | Önceden iş sertleştirmesi nedeniyle daha düşük risk |
| Üçüncü beraberlik ve sonrası | 1.1 – 1.3 | Aşamalar arasında tavlama gerekebilir |
Çok aşamalı tasarımlar takım maliyetini ve baskı süresini artırır ancak bunlar genellikle gerekli parça geometrisine giden tek yoldur. Tek aşamalı ve çok aşamalı yaklaşımlar arasındaki ekonomik karşılaştırma, üretim hacmiyle yakından bağlantılıdır; bu faktör, şu makalede daha ayrıntılı olarak incelenmiştir: metal damgalama ve derin çekme parçası ürünleri arasındaki maliyet farkları .

Boncuk Çekme ve Bağlayıcı Basıncı: Malzeme Akışının İnce Ayarı
Çekme boncukları, bağlayıcı (boş tutucu) yüzeyine işlenmiş yükseltilmiş çıkıntılardır. Çekme darbesi sırasında iş parçası bunların üzerinden kayarken, malzeme akışına ek direnç oluşturan bükülme ve bükülmeme deformasyonuna neden olurlar. Kalıp tasarımcısı, boş çevre etrafındaki çekme boncuklarının yüksekliğini, genişliğini ve konumunu değiştirerek, her noktada kalıp boşluğuna ne kadar malzemenin girdiğini kontrol edebilir; akışı yırtılmaya yatkın alanlardan uzağa ve aksi takdirde kırışabilecek alanlara doğru yönlendirebilir.
Çekme kordonunun konumlandırılması, iş parçası çevresinin farklı bölümlerinin çok farklı akış direncine ihtiyaç duyduğu otomotiv gövde panelleri gibi eksenel simetrik olmayan parçalar için özellikle önemlidir. Derin çekmelerle çevrelenmiş geniş düz alanlara sahip parçalar Düz alanların bağlayıcı altında yüzey bozulması oluşturmasını önlemek için genellikle çekme boncukları gerekir.
Bağlayıcı basıncı çekme boncuk tasarımını tamamlar. Bağlayıcı, flanşın kırışarak bükülmesini önlemek için yeterli kuvvet uygulamalıdır, ancak malzemenin boşluğa akışını engelleyecek kadar fazla olmamalıdır; bu da kap duvarındaki çekme gerilimini kırılma noktasına kadar artırır. Bu nedenle doğru bağlayıcı basıncı, sınırları alttaki buruşma sınırı ve üstteki kırılma sınırıyla tanımlanan bir işlem penceresi içerisinde yer alır. Bu serideki bir sonraki makale, o pencereyi tanımlamak ve kontrol etmek için çekme oranının ve boş tutucu kuvvetinin nasıl etkileşime girdiğini ele almaktadır.
Yağlama ve Kalıp Yüzey İşlemi
Kalıp giriş yarıçapındaki ve ham parça tutucu arayüzündeki sürtünme, kap duvarı tarafından taşınan çekme gerilimi üzerinde doğrudan etkiye sahiptir. Daha yüksek sürtünme, daha yüksek duvar gerilimi anlamına gelir; bu da süreci kırılma sınırına yaklaştırır. Etkili yağlama bu gerilimi azaltır ve proses penceresini genişletir.
Kalıp yüzey kalitesi yağlama ile etkileşime girer. Yüzey pürüzlülüğü Ra 0,4 µm'nin altında olan cilalı kalıp yarıçapı, yağlayıcının tutarlı bir film oluşturmasına olanak tanıyarak sürtünme değişkenliğini azaltır. Pürüzlü veya çizik yüzeyler yağlayıcıyı eşit olmayan bir şekilde hapseder ve beklenenden düşük duvar gerilimlerinde kırılmayı başlatabilecek lokal gerilim konsantrasyonlarına neden olur.
Yağlayıcı seçimi çizilen malzemeye bağlıdır. Düşük karbonlu çelikler, hafif çekme yağlarından ağır EP (aşırı basınç) bileşiklerine kadar çok çeşitli yağlayıcıları tolere eder. Alüminyum alaşımları, metal yüzeyle reaksiyona girmeyen yağlayıcılar gerektirir; çünkü reaktif bileşikler aşınmaya ve yüzeyde çiziklere neden olabilir. Hızla sertleşen paslanmaz çelikler, çekme sırasında oluşan yüksek arayüz basınçlarını yönetmek için genellikle klorlu yağlayıcılara ihtiyaç duyar.
Takım Çeliği Seçimi ve Kalıp Dayanıklılığı
Derin çekmede kalıp ömrü, kalıp giriş yarıçapındaki aşındırıcı aşınma ve bağlayıcı yüzeyindeki sürtünme nedeniyle sınırlıdır. Bağlayıcı basıncı yüksek olduğunda, yağlayıcı film bozulduğunda veya işlenmemiş malzeme aşındırıcı kalıntılar içerdiğinde her iki mekanizma da hızlanır.
Orta hacimli üretim için standart kalıp malzemeleri arasında D2 takım çeliği (sertleştikten sonra yaklaşık 60-62 HRC) ve benzer sertlikte daha iyi tokluk sunan DC53 bulunur. Yüksek hacimli otomotiv üretimi genellikle aşınma oranlarının en yüksek olduğu kalıp giriş yarıçapında tungsten karbür kesici uçlar gerektirir. Titanyum nitrür (TiN), titanyum karbonitrit (TiCN) veya elmas benzeri karbon (DLC) gibi yüzey kaplamaları, takım boşluğu arayüzündeki sürtünme katsayısını azaltarak servis ömrünü daha da uzatır.
için yüksek hassasiyetli damgalama kalıp setleri Otomotiv veya EV bileşen toleranslarının hedeflenmesi, takım çeliği seçimi ve ısıl işlem spesifikasyonu yukarıda açıklanan geometrik tasarım parametreleri kadar kritiktir. Uygun şekilde ısıl işlem görmemiş çelikten boyutsal olarak mükemmel bir kalıp, tasarım ömründen çok önce arızalanır.
Çelik Öncesi Simülasyon: Kalıp Tasarımında Sonlu Elemanlar Analizi
Modern derin çekme kalıp tasarımı, herhangi bir metal kesilmeden önce şekillendirme sonuçlarını tahmin etmek için büyük ölçüde sonlu elemanlar analizine (FEA) dayanır. FEA simülasyonları işlenmemiş parçayı deforme olabilen elemanlardan oluşan bir ağ olarak modeller, zımba vuruşunu artımlı olarak uygular ve vuruş boyunca işlenmemiş parçanın her noktasındaki gerilim, gerinim ve kalınlık dağılımını hesaplar.
İyi kalibre edilmiş bir simülasyonun çıktısı, işlenmemiş parçanın herhangi bir bölgesinin kırılma veya buruşma sınırına yaklaşıp yaklaşmadığını gösteren bir şekillendirme limit diyagramı (FLD) katmanını içerir. Simülasyon arızaları öngörüyorsa tasarımcı zımba yarıçapını, kalıp yarıçapını, bağlayıcı basıncını, çekme boncuk geometrisini veya boş şeklini çelik yerine yazılımda yineleyerek ayarlayabilir. Bu süreç, deneme süresini önemli ölçüde kısaltır ve kalıp kabul edilebilir parçalar üretmeden önce gereken fiziksel alet değişikliklerinin sayısını azaltır.
Simülasyonun kalitesi, doğru malzeme kartı verilerine, özellikle de üretimde kullanılacak spesifik malzeme bobini için akma yüzeyi açıklamasına, r değerlerine, n değerine ve akış gerilimi eğrisine bağlıdır. Genel malzeme verileri makul ancak güvenilmez tahminler üretir; Çekme testi ve FLD testinden elde edilen malzemeye özel veriler, doğrudan pres davranışına dönüşen tahminler üretir.
Özet: En Önemli Tasarım Değişkenleri
Derin çekme kalıbı tasarımı, her birinin diğerlerine bağlı bir aralıkta ayarlanması gereken az sayıda değişkene çözümlenir. Zımba ve kalıp yarıçapları geçişlerdeki bükülme şiddetini belirler. Çalışma boşluğu, yıkıcı sürtünme yaratmadan metal kalınlaşmasına uyum sağlar. Çekme oranı, tek aşamada deformasyonun üst sınırını belirler. Bağlayıcı basıncı ve çekme boncukları, ham malzemenin çevresi etrafındaki malzeme akışını kontrol eder. Yağlama ve yüzey kalitesi, izin verilen bağlayıcı basıncının ne kadarının işlenmemiş parçaya gerçekten ulaştığını belirler. Takım çeliği ve kaplama seçimi, kalıbın dikkatlice oluşturulmuş koşulları ne kadar süreyle koruyacağını belirler.
Hiçbir değişken tek başına optimize edilemez. Kalıp giriş yarıçapındaki bir değişiklik, optimum bağlayıcı basıncını değiştirir. Malzeme kalitesinde bir değişiklik uygulanabilir çekme oranını değiştirir. Bu karşılıklı bağımlılık, derin çekme kalıbı tasarımının neden sistematik bir yaklaşım gerektirdiğini ve simülasyondan denemeye kadar bunu doğru yapmanın neden mükemmel parçalar ürettiğini açıklamaktadır. Tekerlek ve şasi uygulamaları için zorlu yapısal ve boyutsal gereksinimleri karşılar milyonlarca üretim döngüsünde tutarlı bir şekilde.
Önceki yazı
Otomotiv Koltuk Damgalama Parçaları: Yüksek Hassasiyetli Üretim, Yük Taşıma ve Malzeme Seçimi
Sonraki Gönderi
Araba Koltuğu Damgalama Parçaları: Kalite ve Uyum Kılavuzu
Bizim Ürünler.
İşinize Burada Bir OEM Üreticisiyle Başlayın!
Küresel müşterilere eksiksiz anahtar teslim çözümler sağlayın
aracılığıyla
yenilik!
HIZLI BAĞLANTILAR
İLETİŞİM BİLGİLERİ.
-
 +86-139 1308 8972
+86-139 1308 8972 -

-
 No. 118 Yexin Yolu, Wujiang Ekonomik Kalkınma Bölgesi, Suzhou, Çin
No. 118 Yexin Yolu, Wujiang Ekonomik Kalkınma Bölgesi, Suzhou, Çin
Telif hakkı © Suzhou Shuangqisi Kalıp Ekipmanları Co, Ltd Tüm Hakları Saklıdır. Özel Damgalama Kalıbı Metal Damgalama Kalıbı Üreticileri
