-
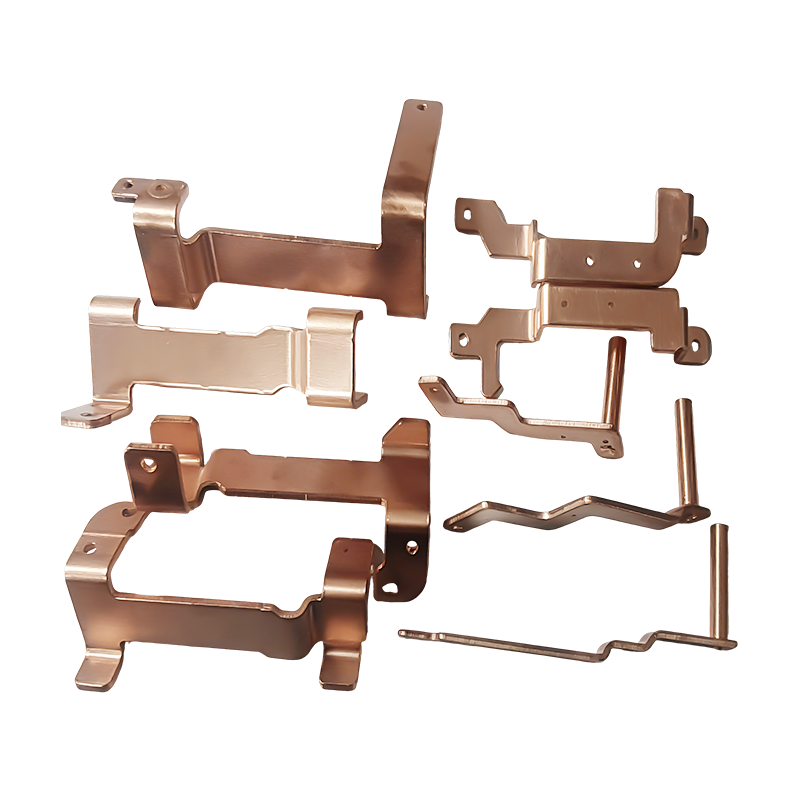
Yeni enerji aracı bakır bara damgalama parçaları
Yeni enerji aracı bakır bara damgalama parçalar...
-

Otomotiv motor gövdesi damgalama parçaları
Otomotiv motor mahfazası damgalama parçaları, y...
-
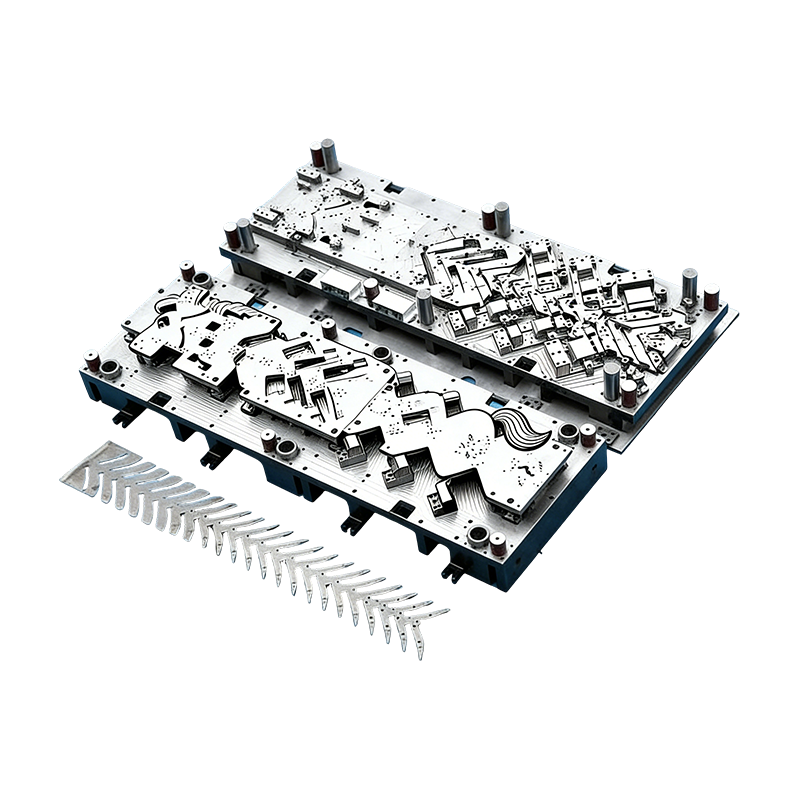
Otomotiv parçaları için progresif kalıplar
Otomotiv motor muhafazasına yönelik bu Sürekli ...
-
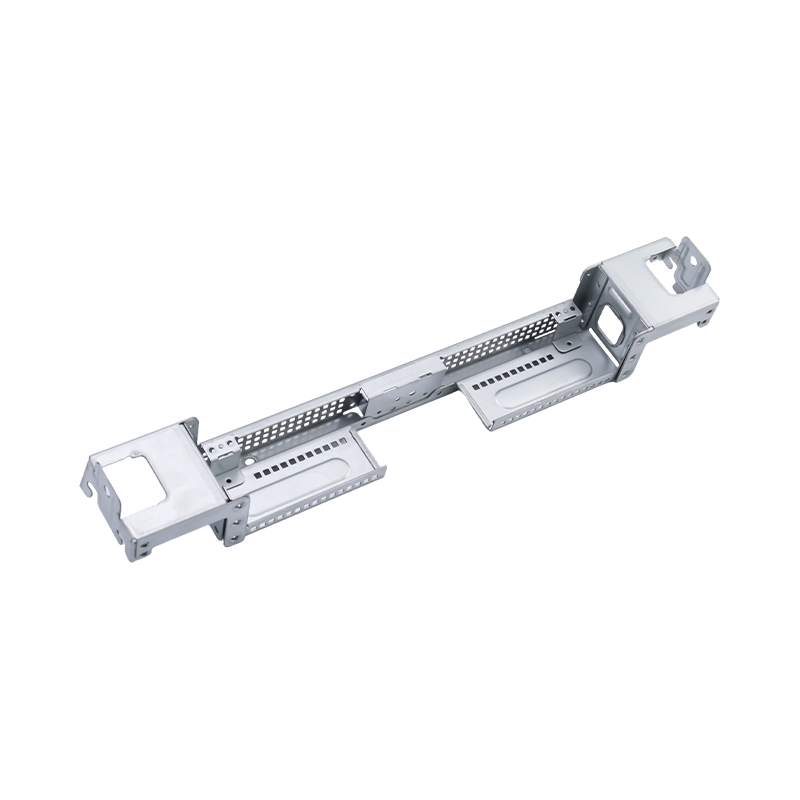
Üst düzey büyük bilgisayar damgalama parçaları
Üst düzey büyük bilgisayar damgalama parçalarım...
-
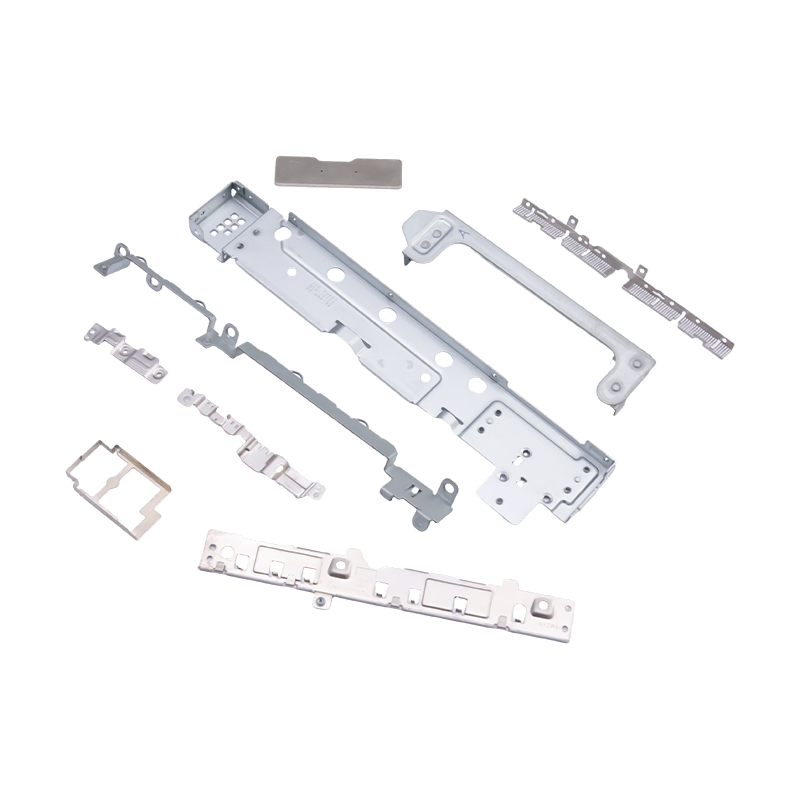
Dizüstü bilgisayarlar ve cep telefonları için küçük damgalı parçalar
Modern taşınabilir elektroniklerin temel dahili...
Sektör Haberleri
Ana sayfa / Haberler / Sektör Haberleri / Otomotiv Koltuk Damgalama Parçaları: Yüksek Hassasiyetli Üretim, Yük Taşıma ve Malzeme Seçimi
Otomotiv Koltuk Damgalama Parçaları: Yüksek Hassasiyetli Üretim, Yük Taşıma ve Malzeme Seçimi
2026-06-04
Bir arabanın kapı panelinin aynı hizada olması ve iyi görünmesi gerekir. Bir koltuk çerçevesi damgalamasının çok daha fazlasını yapması gerekir: yüzbinlerce döngü boyunca bir yolcunun statik ağırlığını taşımalı, sert frenlemenin ve zorlu yolların dinamik kuvvetlerini absorbe etmeli ve emniyet kemeri bağlantı noktası, yatırma mekanizması ve kaydırma rayının bir araya gelip doğru şekilde çalışmasını sağlayacak kadar geometrisini yeterince hassas tutmalıdır. Yapısal, yorulma ve boyutsal gereksinimlerin birleşimi, otomotiv koltuk damgalama parçaları Hassas bir metal damgalayıcının üreteceği en zorlu bileşenler arasında yer alır ve üreticinin mühendislik derinliğinin açık bir göstergesidir.
Bu makale, bir koltuk çerçevesi damgalamasının aracın hizmet ömrü boyunca güvenilir bir şekilde performans gösterip göstermediğini belirleyen beş mühendislik boyutunu incelemektedir: tolerans gereklilikleri, malzeme seçimi, kalıp hassasiyeti, yük performansı ve çoklu araç uyumluluğu.

Otomotiv Koltuk Damgalama Parçaları Neden Çoğu Gövde Bileşeninden Daha Sıkı Toleranslarla Karşı Karşıyadır?
Gövde paneli damgaları öncelikle yüzey görünümü ve uyum açısından değerlendirilir. 0,5 mm'lik çok geniş bir boşluk görülüyor; 0,3 mm'lik çok dar bir boşluk montajda engel oluşturur. Her ikisi de kabul edilemez, ancak ikisi de bir güvenlik sorunu değildir. Koltuk çerçevesi damgaları temelde farklı bir arıza modunda çalışır: yapısal bir bileşendeki boyutsal hata, azaltılmış yük kapasitesine, yanlış hizalanmış güvenlik açısından kritik arayüzlere ve erken yorulma çatlamasına neden olur.
Yatar mekanizma montaj braketini düşünün. Yatar koltuğun kilitleme dişlerine tam ayar yayı boyunca düzgün bir şekilde geçmesini sağlamak için cıvata delikleri bir milimetrenin kesirleri dahilinde konumlandırılmalıdır. Kaydırılmış delik düzeni, kilitleme mekanizması üzerinde eksantrik bir yük oluşturur; bu hemen fark edilmez, ancak koltuğun ömrü boyunca giderek kötüleşir. Aynı mantık, yolcu yükünü her iki raya simetrik olarak dağıtması gereken kayar ray bağlantı noktaları için de geçerlidir; herhangi bir asimetri, gerilimi tek bir ataşmanda yoğunlaştırır ve aşınmayı veya yorulma arızasını hızlandırır.
Tolerans standardı Otomotiv güvenlik standartlarına göre üretilmiş otomotiv koltuğu damgalama parçaları bu nedenle genel gövde damgalamalarından daha sıkıdır ve yalnızca ilk ürün incelemesinde değil, tüm üretim süreçlerinde uygulanır çünkü erken ve geç üretim parçaları arasındaki fark, montaj hattı verimini ve hat sonu ayarlama süresini etkiler.
Yüksek Mukavemetli Çelik ve Alüminyum Alaşım Karşılaştırması: Koltuk Çerçevesi Baskıları için Doğru Malzemeyi Seçmek
Koltuk çerçevesi damgalamalarına ilişkin malzeme kararı, koltuğun tamamına uygulanan tek bir seçim değildir; güç gereksinimlerini, şekillendirme karmaşıklığını, ağırlık hedeflerini ve maliyeti dengeleyen bileşen bazında bir optimizasyondur.
Yüksek mukavemetli çelik yapısal koltuk çerçevesi bileşenleri için baskın malzeme olmayı sürdürüyor. 600-1.500 MPa çekme mukavemetine sahip gelişmiş yüksek mukavemetli çelikler (AHSS), kalıcı deformasyon olmadan otomotiv koltuk güvenlik standartlarında belirtilen 530 Nm geriye doğru tork yüküne dayanacak şekilde yatar destek braketleri, koltuk paneli takviyeleri ve koltuk arkası çerçeveleri için gereken akma mukavemetini sağlar. Malzemenin yüksek sertliği aynı zamanda önden çarpışma sırasında emniyet kemeri yüklerinin koltuk çerçevesinden iletilmesi sırasında oluşan bükülme momentlerine de direnç gösterir. Bunun karşılığında, yüksek mukavemetli çelikler daha yetenekli takımlama (daha yüksek pres tonajı, hassas kalıp malzemeleri ve dikkatli kalıp tutucu kuvvet yönetimi) gerektirmesidir; çünkü yumuşak çeliğe göre azaltılmış süneklik, çatlama meydana gelmeden önce şekillendirme hataları için daha az marj bırakır.
Alüminyum alaşımı ağırlığın azaltılmasının öncelikli olduğu koltuk bileşenleri için, özellikle menzil verimliliğinin daha yüksek malzeme ve alet maliyetini haklı çıkardığı elektrikli araçlarda giderek daha fazla kullanılmaktadır. Alüminyum koltuk çerçevesi damgaları, çelik eşdeğerlerine kıyasla bileşen ağırlığını %30-40 oranında azaltabilir. Buradaki zorluk, alüminyumun düşük akma dayanımının, eşdeğer yapısal performansa ulaşmak için tipik olarak daha kalın kesitler veya tasarım takviyesi gerektirmesidir; bu da ağırlık avantajını kısmen dengeler. Şekillendirme sırasındaki daha büyük geri yaylanma aynı zamanda boyutsal doğruluğu korumak için daha hassas kalıp telafisi ve daha yakın proses kontrolü gerektirir.
Uygulamada, koltuk düzenekleri genellikle her ikisini birleştirir: birincil yük yolları için yüksek mukavemetli çelik (arka çerçeve, yatar destek, emniyet kemeri bağlantı takviyesi) ve ağırlığın azaltılmasının belirgin bir fayda sağladığı ve azami yüklerin daha düşük olduğu ikincil yapılar için alüminyum alaşım (yastık tavası yan elemanları, kafalık kılavuz braketleri).
Yüksek Hassasiyetli Damgalama Kalıpları Yük Taşıma Kapasitesini Nasıl Belirler?
Damgalı koltuk çerçeve parçasının mekanik özellikleri kısmen ham madde, kısmen de damgalama işleminin kendisi tarafından belirlenir. Düzensiz boş tutucu kuvveti, aşınmış zımba yarıçapları veya zımba ile kalıp arasındaki belirsiz açıklık nedeniyle tutarsız duvar kalınlığı üreten bir kalıp, damgalanan parçada yerel incelmeye neden olur. Bu ince bölgeler gerilim yoğunlaşmaları haline gelir: statik aşırı yük altında ilk akma bölgeleri ve döngüsel yükleme altında yorulma çatlaklarının başlangıç bölgeleri.
Bu, arasındaki doğrudan mekanik bağlantıdır. kalıp hassasiyeti ve koltuk damgalama yük taşıma kapasitesi . Kritik şekillendirme yüzeylerinde 0,002 mm hassasiyetle işlenmiş bir kalıp, çekme derinliği boyunca tutarlı duvar kalınlığına sahip parçalar üretir. Kullanıcının yükü kesit boyunca eşit olarak dağıtılır, çalışma gerilimleri malzemenin yorulma sınırının oldukça altında kalır ve parça, tasarım ömrü hedefine ulaşır. Aşınmış veya hassas şekilde işlenmiş yarıçaplara sahip bir kalıp, incelmenin yoğunlaştığı, yerel gerilimlerin arttığı ve yorulma ömrünün kısaldığı parçalar üretir; bu, genellikle rutin incelemeyle tespit edilebilecek herhangi bir boyutsal uyumsuzluk olmadan gerçekleşir.
Kenar kalitesi de aynı öneme sahiptir. Kör veya kötü takılmış takımlardan kaynaklanan delikli kenarlardaki çapak ve mikro çatlaklar, çatlak başlangıç yerleri görevi görür. Normal sürüşün döngüsel yüklemesi altında (yol titreşimleri, koltuk ayarlama döngüleri, yolcu girişi ve çıkışı) bu kenar kusurları, temel malzemede yorulma çatlaklarına yayılır. Hassas takımlarla üretilen pürüzsüz, iyi desteklenmiş kesme kenarları bu arıza modunu ortadan kaldırır.
için koltuk çerçevesi bileşenleri için otomotiv ve elektrikli araç derin çekme kalıpları Dolayısıyla takımın tasarım ve imalat kalitesi, ürettiği parçaların yapısal performansından ayrılamaz.
Statik ve Dinamik Yük Performansı: Koltuk Damgalama Parçalarının Dayanması Gerekenler
Koltuk çerçevesi damgaları, her biri tasarım ve malzeme spesifikasyonu açısından farklı anlamlara sahip üç farklı yük kategorisi taşır.
Statik yükler yolcunun sürekli ağırlığını temsil eder - tek bir yolcu için tipik olarak 75-100 kg, koltuk minderi ve sırt boyunca sürekli olarak etki eder. Bu yükler, normal kullanım sırasında kalıcı deformasyonu önlemek için gereken minimum kesit alanını ve malzeme akma dayanımını belirler. Statik yük performansının test edilmesi ve doğrulanması kolaydır ve "statik aşırı yüke" atfedilen koltuk damgalama arızalarının çoğu aslında gözle görülür deformasyon ortaya çıkmadan önce bir süredir hızlanan yorulma arızalarıdır.
Dinamik yükler Araç hızlanmasından, frenlemesinden, viraj almasından ve yol yüzeyindeki düzensizliklerden kaynaklanır. 1g yavaşlamada sert frenleme sırasında, 75 kg'lık bir yolcunun ileri ataleti, koltuk arkalığı boyunca, yatırma mekanizmasına ve arka çerçeve damgalarına yaklaşık 750 N'luk bir yük oluşturur. Engebeli yol yüzeylerinde, aracın kullanım ömrü boyunca koltuk çerçevesinin binlerce saat boyunca 1-20 Hz frekanslarda dönmesiyle 2-3g'lik dikey hızlanmalar mümkündür. Titreşim direnci - damgalı yapının bu döngüsel yükleme altında geometrisini ve mekanik özelliklerini koruma yeteneği - ilk tasarım incelemelerinde sıklıkla hafife alınan ancak uzun vadeli dayanıklılık testlerinde görünür hale gelen bir performans boyutudur.
Çarpma yükleri en kötü durumu temsil eder. Emniyet kemeri yüklüyken 50 km/saat hızla önden çarpışma durumunda koltuk çerçevesi, yolcunun kinetik enerjisini, kırılmadan veya yolcunun yaralanmasına neden olabilecek koltuğun yerinden çıkmasına izin vermeden araç yapısına aktarmalıdır. Bu yükler, dinamik sürüş yüklerinden çok daha yüksektir ve emniyet kemeri ankrajındaki, arka çerçevedeki ve kayar ray kilitleme mekanizmasındaki damgalı parçaların tümü birincil yük yolundadır.
Üç yük kategorisinin tümünün aynı anda karşılanması, damgalama işleminin hem boyutsal doğruluk hem de tutarlı mekanik özellikler sunmasını gerektirir; bu nedenle malzeme izlenebilirliği ve süreç içi kalınlık izleme, otomotiv koltuk bileşeni tedarik zincirlerinde standart gereksinimlerdir.
Çoklu Araç Uyumluluğu ve OEM Boyutsal Doğruluk Gereksinimleri
Tek koltuk damgalama tedarikçisi nadiren tek bir araç platformuna hizmet eder. OEM müşterileri ve Tier 1 koltuk üreticileri, genellikle farklı boyut zarfları, montaj konfigürasyonları ve güvenlik yükü gereklilikleri ile birden fazla araç serisine uyması gereken damgalı bileşenleri tedarik eder. Bu çok platformlu karmaşıklığı, takım maliyetinde artış olmadan yönetmek, yetenekli damgalama tedarikçilerini emtia işleyicilerinden ayıran temel yetkinliklerden biridir.
Çoklu araç uyumluluğunun temeli, yalnızca genel parça geometrisi değil, bireysel özellik düzeyinde boyutsal doğruluktur. Montaj ve yerleştirme özelliklerinde ±0,15 mm veya daha dar delik konumu toleransları, aynı damgalı parçanın manuel ayarlama veya yeniden işleme gerek kalmadan farklı koltuk çerçevesi mimarilerine doğru şekilde monte edilmesini sağlar. Bu düzeyde bir doğruluk, yalnızca kalıbın uygun datum referanslarıyla tasarlanması, sıkı özellik toleranslarına göre işlenmesi ve üretime geçilmeden önce müşterinin CAD modeline göre tam bir ilk ürün incelemesiyle doğrulanmasıyla elde edilebilir.
Özel kalıp tasarımı bu bağlamda genel bir maliyet değildir; boyutsal doğruluğun ve çoklu araç uyumluluğunun elde edildiği mekanizmadır. Bir parçanın geometrisi için özel olarak tasarlanmış, özellik konumları ve açıklıkları parçanın şekillendirme gerekliliklerine uygun şekilde tasarlanmış bir kalıp, sürekli olarak doğru şekilde monte edilen parçalar üretecektir. Genel veya değiştirilmiş bir kalıp, kabul edilebilir boyutsal çıktıyı korumak için sürekli sıralama, dolgu veya ayarlama gerektirecektir.
tam kapsamlı otomotiv damgalama parçaları SQS'de, her müşterinin araç platformunun boyutsal gereksinimlerinin, üretimde telafi edilmek yerine, en başından itibaren kalıplara yerleştirilmesini sağlayan, şirket içinde tasarlanan ve üretilen kalıplardan üretilir.
SQS'nin Koltuk Baskılarında Entegre Kalıp ve Parça Üretim Avantajı
conventional supply chain for automotive seat stampings separates die manufacturing from part production: a tooling shop builds the die, qualifies it, and transfers it to a stamping house that runs production. At each handoff, information about why the die was designed a specific way — the forming sequence, the blank holder force settings, the die clearance compensation for springback — is partially lost. Production engineers optimize for throughput rather than for the part characteristics the die designer intended.
Suzhou Shuangqisi Mold Equipment Co., Ltd. her iki fonksiyonu da tek çatı altında yürütmektedir. Koltuk çerçevesi bileşeni için damgalama kalıbını tasarlayan aynı mühendislik ekibi aynı zamanda parçaları üreten baskı makinesini de çalıştırıyor. Üretimde boyutsal bir sapma ortaya çıktığında (kalıbın hizmet ömrü boyunca kademeli aşınma nedeniyle olacağı gibi) yanıt, bir süreç geçici çözümünden ziyade bilinçli bir kalıp düzeltmesidir. Sonuç, üretim süreci boyunca daha tutarlı parça kalitesi ve uyumsuzluklar meydana geldiğinde temel nedene giden daha hızlı bir yoldur.
SQS'nin üretim altyapısı, bu entegrasyonu otomotiv koltuk baskılarının gerektirdiği hassasiyet seviyesinde desteklemektedir. Japonya'dan tedarik edilen Tel EDM makineleri, kalıp özelliklerinde 0,002 mm'lik işleme doğruluğu elde ederek duvar kalınlığını, kenar kalitesini ve delik konumunu belirleyen şekillendirme yüzeylerinin parça tasarımının gerektirdiği toleranslarda tutulmasını sağlar. 80T'den 400T'ye kadar uzanan bir pres filosu, küçük braket bileşenlerinden tam arka çerçeve yapılarına kadar tüm koltuk çerçevesi damgalama geometrilerini kapsar. OEM müşterilerine ve Tier 1 otomotiv tedarikçilerine hizmet veren 15 yılı aşkın deneyimi ve kalıp tasarımı, üretimi ve kalite güvencesine adanmış 60 teknik personelden oluşan ekibiyle SQS, koltuk çerçevesi damgalama programlarının talep ettiği mühendislik derinliğini sağlar.
için OEM supply inquiries, custom die development, or technical specification review, contact SQS directly.
Önceki yazı
Ev Aletleri için Metal Damgalama Parçaları: Malzemeler, Hassas ve Özel Çözümler
Sonraki Gönderi
Derin Çekme Kalıp Tasarımı: Delme, Kalıp, Temizleme ve Çok Aşamalı İndirgeme Kılavuzu
Bizim Ürünler.
İşinize Burada Bir OEM Üreticisiyle Başlayın!
Küresel müşterilere eksiksiz anahtar teslim çözümler sağlayın
aracılığıyla
yenilik!
HIZLI BAĞLANTILAR
İLETİŞİM BİLGİLERİ.
-
 +86-139 1308 8972
+86-139 1308 8972 -

-
 No. 118 Yexin Yolu, Wujiang Ekonomik Kalkınma Bölgesi, Suzhou, Çin
No. 118 Yexin Yolu, Wujiang Ekonomik Kalkınma Bölgesi, Suzhou, Çin
Telif hakkı © Suzhou Shuangqisi Kalıp Ekipmanları Co, Ltd Tüm Hakları Saklıdır. Özel Damgalama Kalıbı Metal Damgalama Kalıbı Üreticileri
