-
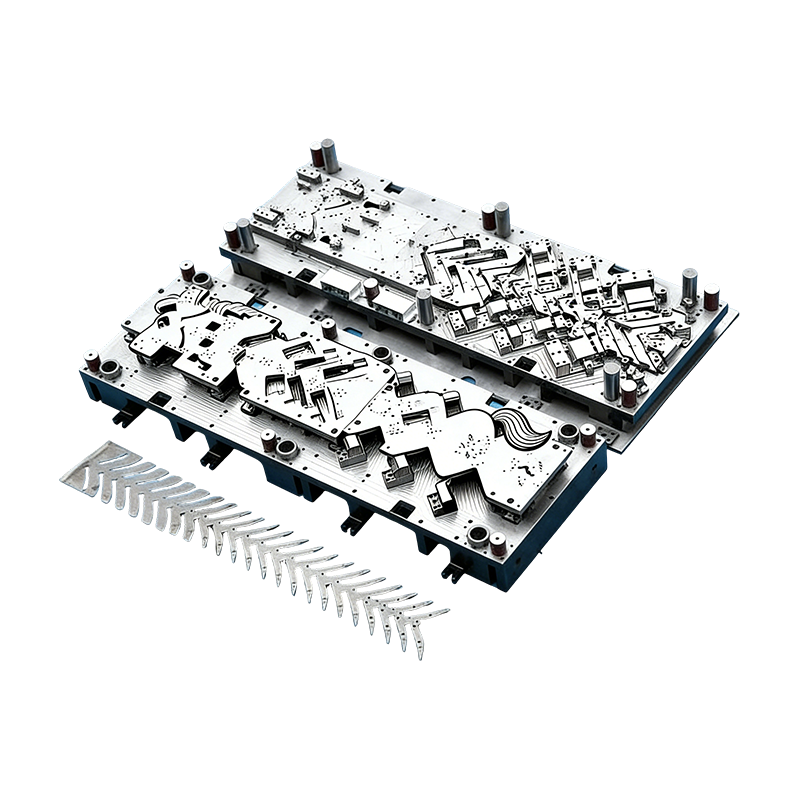
Otomotiv parçaları için progresif kalıplar
Otomotiv motor muhafazasına yönelik bu Sürekli ...
-
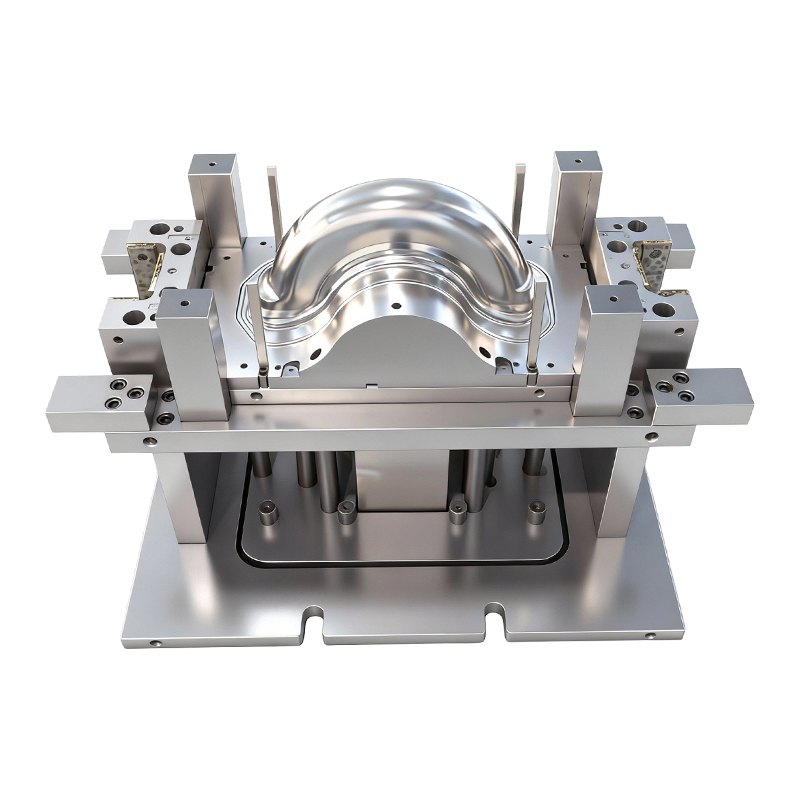
İki tekerlekli elektrikli araçların ön ve arka tekerlekleri için derin çekme kalıbı
İki tekerlekli elektrikli araçların ön ve arka ...
-
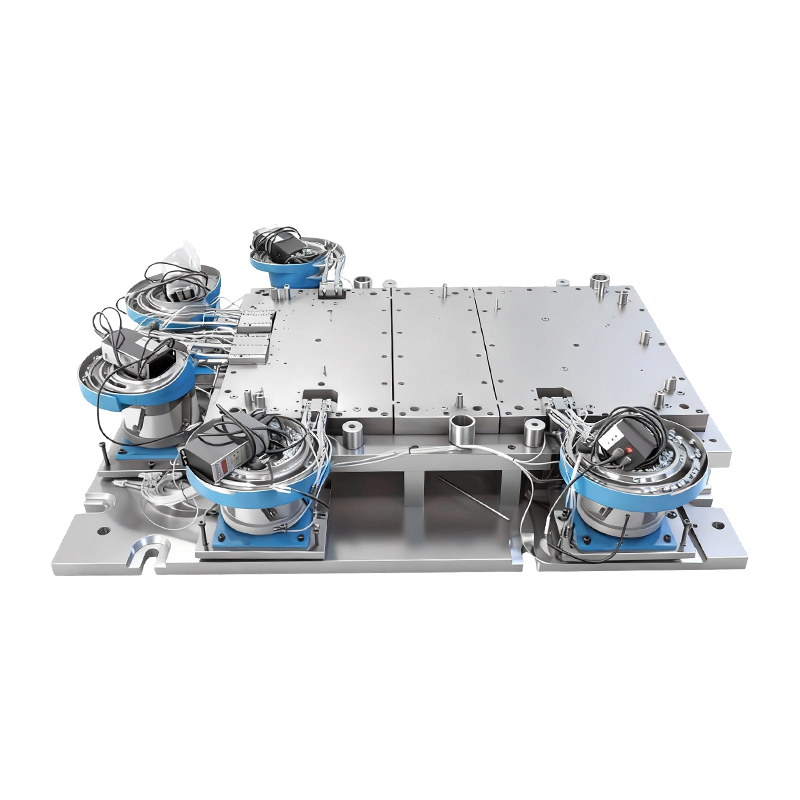
Büyük bilgisayar makine tabanı için otomatik perçinleme kalıbı
Büyük Bilgisayar Makine Tabanı için Bu Otomatik...
-
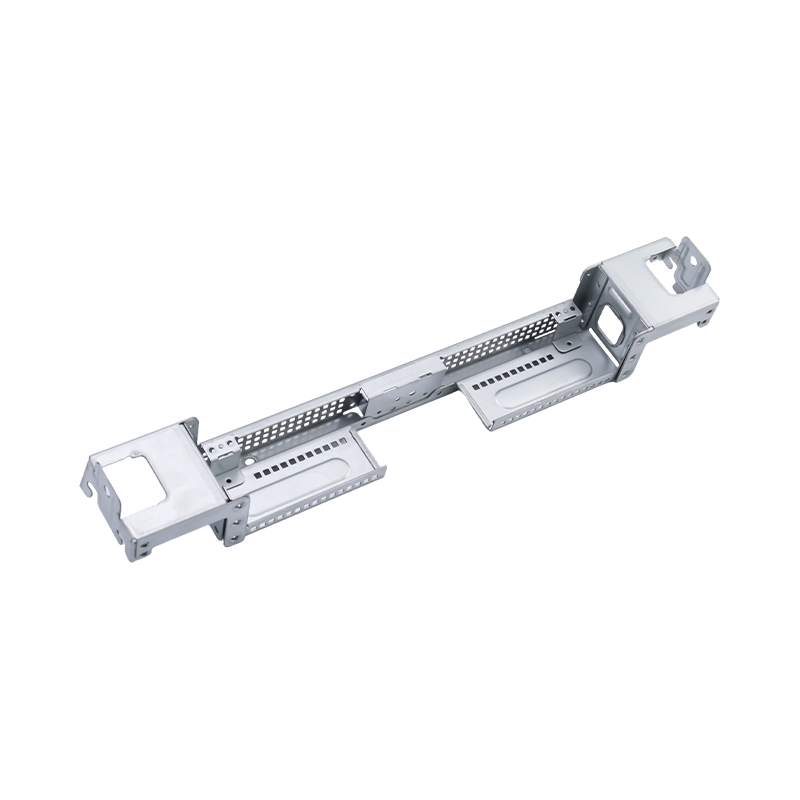
Üst düzey büyük bilgisayar damgalama parçaları
Üst düzey büyük bilgisayar damgalama parçalarım...
-
Dizüstü bilgisayarlar ve cep telefonları için küçük damgalı parçalar
Modern taşınabilir elektroniklerin temel dahili...
Sektör Haberleri
Ana sayfa / Haberler / Sektör Haberleri / Elektronik Damgalama Kalıpları Neden Ev Aletleri Damgalama Kalıplarından Daha Sıkı Toleranslar Gerektirir?
Elektronik Damgalama Kalıpları Neden Ev Aletleri Damgalama Kalıplarından Daha Sıkı Toleranslar Gerektirir?
2026-02-25
Tolerans Farklılıklarına Neden Olan İşlevsel Boşluk
Herhangi bir damgalama kalıbının tolerans gereksinimleri, nihai olarak bitmiş parçanın serviste ne yapması gerektiğine göre belirlenir. Ev aletleri damgalama ölür Ana performans kriterlerinin yapısal sağlamlık, korozyon direnci, yüzey görünümü ve mekanik bağlantı elemanlarıyla insan eliyle monte edilen bir düzeneğe uyum olduğu çamaşır makinesi tambur panelleri, buzdolabı kapı kabukları, klima şasi braketleri ve mikrodalga fırın muhafazaları gibi bileşenler üretiyor. Bu parçaları belirleyen boyut toleransları genellikle genel profil boyutları için ±0,1 mm ila ±0,3 mm aralığına ve kritik delik konumları ve flanş arayüzleri için ±0,05 mm aralığına düşer. Bunlar anlamlı hassasiyet gereklilikleridir, ancak milimetrenin onda birkaçı kadar konumsal varyasyonun bağlantı elemanı açıklık delikleri, sızdırmazlık maddesi boncukları veya ince metal levha panellerin doğal uyumu tarafından absorbe edilebildiği büyük metal levha muhafazaların montaj gerçeklerini yansıtırlar.
Elektronik damgalama ölür aksine, boyutsal doğruluğu doğrudan elektriksel, mekanik veya elektromanyetik performansa bağlı olan parçalar üretirler. 0,3 mm kalınlığındaki fosfor bronz şeritten 5 A akım taşıyacak şekilde damgalanmış bir konnektör terminali, temas kuvvetini kesin olarak tanımlanmış bir aralıkta tutmalıdır; çok az kuvvet varsa bağlantı dirençli veya aralıklı hale gelir, çok fazla olursa eşleşen konnektör yerleştirilemez veya terminal zamanından önce yorulur. Bu temas kuvveti, bükülme yarıçapı, açı ve şeridin gelişmiş uzunluğu tarafından belirlenen terminalin yay geometrisi tarafından belirlenir; bunların tümü iyi tasarlanmış bir elektronik damgalama kalıbında ±0,01 mm ila ±0,02 mm toleranslarla kontrol edilir. Silikon çelikten damgalanmış bir motor laminasyonu, rotor-stator hava boşluğunun çevre çevresinde eşit olmasını sağlamak için ±0,015 mm'lik bir yuva genişliği toleransını korumalıdır, çünkü tekdüze olmayan hava boşlukları, verimliliği azaltan ve titreşim üreten dengesiz manyetik çekiş oluşturur. Bunlar muhafazakar mühendislik marjları değildir; elektronik cihazın spesifikasyonları dahilinde çalıştığı minimum hassasiyet seviyeleridir.
Parça Ölçeği Elektronik Damgalama Kalıplarında Hassasiyet Talebini Nasıl Artırır?
Ölçek, elektronik damgalama kalıplarının ev aletleri damgalama kalıplarından daha sıkı mutlak toleranslar gerektirmesinin en önemli ve en az takdir edilen nedenlerinden biridir. Bir çamaşır makinesi tambur panelinin ölçüsü 600 mm × 500 mm olabilir ve bir montaj deliği üzerindeki ±0,2 mm'lik konum toleransı, parçanın en büyük boyutuna göre 3.000'de 1 parçalık göreceli hassasiyeti temsil eder. Bir USB-C konektör terminali genel olarak 8 mm × 2 mm ölçebilir ve bir temas kirişi üzerindeki ±0,02 mm'lik konum toleransı, parçanın en büyük boyutuna göre 400'de 1 parçalık göreceli hassasiyeti temsil eder; bu, göreceli olarak neredeyse sekiz kat daha sıkıdır ve alan olarak 75 kat daha küçük bir parçada elde edilir. Bu hassasiyet düzeyini korumak, elektronik damgalama kalıbı sisteminin her bir elemanının (kalıp çeliği, kılavuz direkleri, zımba tutucusu, sıyırma plakası ve presin kendisi) ev aletleri damgalama kalıpları için gereksiz ve ekonomik olmayan bir seviyede performans göstermesini gerektirir.
Tüketici elektroniğindeki minyatürleşme eğilimi, son on yılda bu zorluğu sürekli olarak yoğunlaştırdı. Yirmi yıl önce 2,54 mm (0,1 inç) olan terminal aralıkları artık ince aralıklı konektörlerde genellikle 0,5 mm veya 0,4 mm'dir ve bu aralıklarda temas geometrisini oluşturan damgalı unsurlar (kiriş genişliği, yuva genişliği, kabartma yüksekliği) özellik boyutunun sabit bir kesri olan toleranslara göre kontrol edilmelidir. Özellik boyutları küçüldükçe, göreceli hassasiyet gereksinimi sabit kalsa bile mutlak tolerans orantılı olarak küçülür. Bu nedenle elektronik damgalama kalıplarına yapılan yatırım, aynı türdeki ev aleti damgalama kalıplarına göre sürekli olarak daha yüksek takım maliyetleri, daha ince kalıp çelikleri ve daha titiz metroloji gerektirmiştir.
Tolerans Gereksinimlerini Yansıtan Kalıp Yapım Farklılıkları
Elektronik damgalama kalıplarının fiziksel yapısı, daha sıkı tolerans gereksinimlerini çeşitli spesifik ve ölçülebilir yollarla yansıtır. Aşağıdaki tablo, toleransa en duyarlı tasarım öğeleri genelinde tipik ev aleti damgalama kalıpları ile elektronik damgalama kalıpları arasındaki temel yapı parametrelerini karşılaştırmaktadır.
| Tasarım Öğesi | Ev Aletleri Damgalama Kalıpları | Elektronik Damgalama Kalıpları |
| Zımbadan kalıp boşluğuna kadar (her tarafta) | Malzeme kalınlığının %8-12'si | Malzeme kalınlığının %3–6'sı |
| Kılavuz direk uyum toleransı | H6/h5 (±0,008 mm) | H5/h4 (±0,003 mm) |
| Kalıp çeliği sertliği (kesme bölümleri) | 58–60 HRC (SKD11 tipik) | 62–64 HRC (DC53, SKH51 tipik) |
| Delme konumu toleransı | ±0,02 mm | ±0,005 mm |
| Kesici kenarlarda yüzey kalitesi | Ra 0,4–0,8 µm | Ra 0,1–0,2 µm |
| Uçlar için birincil işleme süreci | CNC freze taşlama | Tel EDM koordinat taşlama |
| Yeniden bileme aralığı (tipik) | 300.000–500.000 vuruş | 500.000–1.000.000 vuruş (daha sert çelik) |
Elektronik damgalama kalıplarına daha sıkı kılavuz dikmesi uyumu yalnızca muhafazakar bir mühendislik tercihi değildir; malzemeyle temas anında kalıp açıklığına göre zımbanın yanal konumunu doğrudan kontrol eder. 0,15 mm kalınlığındaki bakır alaşımlı şeritte 0,4 mm'lik bir delik açarken, zımba ucundaki 0,003 mm'lik yanal yer değiştirme, zımba çapının %2'sini ve malzeme kalınlığının %4'ünü temsil eder. Bu ölçeklerde, bir ev aleti damgalama kalıbında tamamen önemsiz olabilecek kılavuz direk eğimi, çapak yüksekliği değişiminin ve zımba kırılma riskinin baskın kaynağı haline gelir.
Tolerans Zincirini Sıkılaştıran Önemli Hususlar
Ev aletleri damgalama kalıpları en yaygın olarak soğuk haddelenmiş çelik, galvanizli çelik ve bazen de 0,5 mm ila 2,0 mm arası alüminyum alaşımlarını işler. Bu malzemeler, bir ısı partisinde iyi karakterize edilmiş, nispeten tutarlı mekanik özelliklere sahiptir ve geri esneme davranışları - gerçek olsa da - standart aşırı bükme veya yeniden vurma teknikleri kullanılarak kalıp tasarımında telafi edilecek kadar öngörülebilir. Ticari soğuk haddelenmiş çelik için gelen malzeme kalınlığı toleransı tipik olarak nominalin ±%5'idir ve ev aletleri parçalarındaki şekillendirilmiş özellikler kalınlık değişimine göre büyük olduğundan, bu değişkenlik nadiren bitmiş parçada anlamlı bir boyutsal soruna dönüşür.
Elektronik damgalama kalıpları en yaygın olarak bakır alaşımlarını, fosfor bronzunu, berilyum bakırını ve hassas soğuk haddelenmiş çelik veya silikon çeliğini 0,05 mm ila 0,5 mm ölçülerinde işler. Elektronik terminaller için kullanılan bakır alaşımları tipik olarak yapısal çelik için ±%5 standart yerine ±%1–2'lik hassas kalınlık toleranslarına göre belirlenir, çünkü bir kontak terminalinin yay geometrisi kalınlığa o kadar duyarlıdır ki %5'lik bir kalınlık değişimi temas kuvvetinde kabul edilemez bir dağılıma neden olur. Bu daha dar gelen tolerans dahilinde bile kalıbın tüm aralığı barındıracak şekilde tasarlanması gerekir; bu, bir malzeme el kitabından alınan genel varsayımlarla değil, oluşturulan zımba yarıçaplarının, boşluk derinliklerinin ve bükülme paylarının, çalıştırılan gerçek alaşıma ve tavlamaya özgü malzeme özellik verileriyle hesaplanması ve doğrulanması gerektiği anlamına gelir.
Elektronik Damgalama Kalıpları için Baskı Gereksinimleri ve Çevresel Kontroller
Elektronik damgalama kalıplarının hassasiyeti yalnızca çalıştıkları baskı makinesi ve ortam kadar iyidir. Elektronik konektör ve terminal damgalama için kullanılan yüksek hızlı hassas presler, daha düşük hızlarda ve daha kaba toleranslarda çalışan ev aletleri damgalama kalıpları için gereksiz olan çeşitli özellikleri içerir. Bunlar arasında, anormal bir yük tespit edildiğinde presi çok küçük bir strok içinde durduran hidrolik aşırı yük koruması (yanlış besleme yükü altında parçalanacak çapı 0,3 mm kadar ince zımbalara sahip kalıpları koruyan) ve ayrıca bir üretim çalışması sırasında pres çerçevesinin termal genleşmesini hesaba katarak pres kapatma yüksekliğini ayarlayan termal dengeleme sistemleri yer alıyor. Bir çelik pres çerçevesi, Santigrat derece sıcaklık artışı başına yaklaşık 0,01–0,02 mm genişleyecektir; ±0,1 mm toleransta çalışan bir ev cihazı damgalama kalıbı için bu önemsizdir, ancak ±0,01 mm toleransta çalışan bir elektronik damgalama kalıbı için 10°C'lik çerçeve sıcaklığı artışı, zımba penetrasyon derinliğini değiştirecek ve oluşturulan özellik geometrisini ölçülebilir şekilde değiştirecek 0,10–0,20 mm'lik bir kapanma yüksekliği hatasına neden olur.
Sıcaklık kontrollü kalıp odaları, hassas elektronik damgalama kalıbı üreticileri tarafından bu nedenle kullanılmaktadır; bir lüks olarak değil, hem kalıp imalatı hem de üretim sırasında boyutsal stabiliteyi korumak için pratik bir gereklilik olarak. Elektronik damgalama kalıbı bileşenlerini doğrulamak için kullanılan metroloji ekipmanı (hava göstergeleri, lazer tarama sistemleri ve koordinat ölçüm makineleri) aynı zamanda sıcaklık kontrollü ortamlarda çalıştırılmalıdır çünkü kendi kalibrasyonları, kalıp boyutlarını istikrarsızlaştıran aynı termal etkilere karşı hassastır.
Doğrulama ve Kalite Güvencesi: Elektronik Damgalama Kalıpları için Daha Yüksek Bir Çıta
Elektronik damgalama kalıpları ve bunların çıktı parçalarına yönelik denetim ve doğrulama gereklilikleri, kalite sürecinin her alanında daha sıkı tolerans rejimini yansıtmaktadır. Ev aletleri damgalama kalıpları için, ilk ürün muayenesi tipik olarak kritik delik konumlarının, flanş yüksekliklerinin ve profil boyutlarının kumpaslar, yükseklik göstergeleri ve hareketli/geçersiz fiş göstergeleri kullanılarak manuel olarak ölçülmesini içerir; bu, düzinelerce ve toleranslardaki kritik boyut sayısının ±0,1 mm aralığında olduğu parçalar için pratik ve uygun maliyetli bir yaklaşımdır. Elektronik damgalama kalıpları için, ilk ürün denetimi rutin olarak her temas geometrisi özelliğinin tam CMM ölçümünü, zımba ve kalıp konturlarının optik karşılaştırıcı doğrulamasını ve damgalı geometrinin yalnızca boyutsal çizimi karşılamanın yanı sıra gerekli işlevsel performansı ürettiğini doğrulayan örnek parçaların (terminaller için temas kuvveti ölçümü veya laminasyonlar için manyetik akı ölçümü gibi) işlevsel testini gerektirir.
- Elektronik terminalin körlenmiş kenarlarındaki çapak yüksekliği, kalibre edilmiş optik mikroskopla ölçülür ve tipik olarak maksimum çapak yüksekliğinin malzeme kalınlığının %10'unu geçmediğini doğrular; bu, 0,003-0,010 mm'lik ölçüm çözünürlüğü gerektiren bir spesifikasyondur ve bu, ev aletleri parçaları için kullanılan manuel ölçüm araçlarının kapasitesinin çok ötesindedir.
- Çok pimli konnektör terminal şeridi boyunca temas yüzeylerinin eş düzlemliliği, manuel yükseklik ölçer karşılaştırması yerine lazer profilometri veya görüntü tabanlı yükseklik haritalaması kullanılarak doğrulanır, çünkü tolerans genellikle 10–20 mm'lik bir aralıkta ±0,015 mm'dir ve gerekli ölçüm belirsizliği toleransın %30'undan az olmalıdır; bu, mikron altı ölçüm kapasitesi gerektirir.
- Elektronik damgalama üretimi için istatistiksel proses kontrol çizelgeleri, daha yaygın olan ±3σ yerine prosesin ±2σ'sine ayarlanmış kontrol limitleri ile yapılandırılmıştır, çünkü proses kapasitesinin toleransa oranı, herhangi bir tolerans dışı parça üretilmeden önce kalıp aşınmasına ilişkin erken uyarı sağlamak üzere kasıtlı olarak dar tutulur.
Elektronik damgalama kalıplarını bu hassasiyet düzeyinde tasarlamak, oluşturmak, doğrulamak ve muhafaza etmek için gereken yatırım, alet maliyeti, ekipman yatırımı ve vasıflı işgücü açısından ev aletleri damgalama kalıplarından önemli ölçüde daha yüksektir. Bu yatırım, boyutsal uyumsuzluğun işlevsel sonuçlarıyla haklı çıkar: 0,1 mm konum dışı olan bir ev aleti parçası, biraz büyük boyutlu bir boşluk deliği gerektirebilir, ancak 0,02 mm konum dışı olan bir elektronik terminal, eşleşen konnektör yerleştirme kuvveti testinde başarısız olabilir, bu da tam bir üretim partisinin reddedilmesine ve ne üreticinin ne de müşterilerinin kabul edemeyeceği bir saha güvenilirliği riskine yol açabilir.

Önceki yazı
Gelişmiş Yüksek Mukavemetli Çelikler Otomotiv Damgalama Parçaları İmalatını Nasıl Değiştirir?
Sonraki Gönderi
Maliyet Karşılaştırması: 2026'da Metal Damgalama Parçaları VS Metal Çekme Parça Ürünleri
Bizim Ürünler.
İşinize Burada Bir OEM Üreticisiyle Başlayın!
Küresel müşterilere eksiksiz anahtar teslim çözümler sağlayın
aracılığıyla
yenilik!
HIZLI BAĞLANTILAR
İLETİŞİM BİLGİLERİ.
-
 +86-139 1308 8972
+86-139 1308 8972 -

-
 No. 118 Yexin Yolu, Wujiang Ekonomik Kalkınma Bölgesi, Suzhou, Çin
No. 118 Yexin Yolu, Wujiang Ekonomik Kalkınma Bölgesi, Suzhou, Çin
Telif hakkı © Suzhou Shuangqisi Kalıp Ekipmanları Co, Ltd Tüm Hakları Saklıdır. Özel Damgalama Kalıbı Metal Damgalama Kalıbı Üreticileri
