-
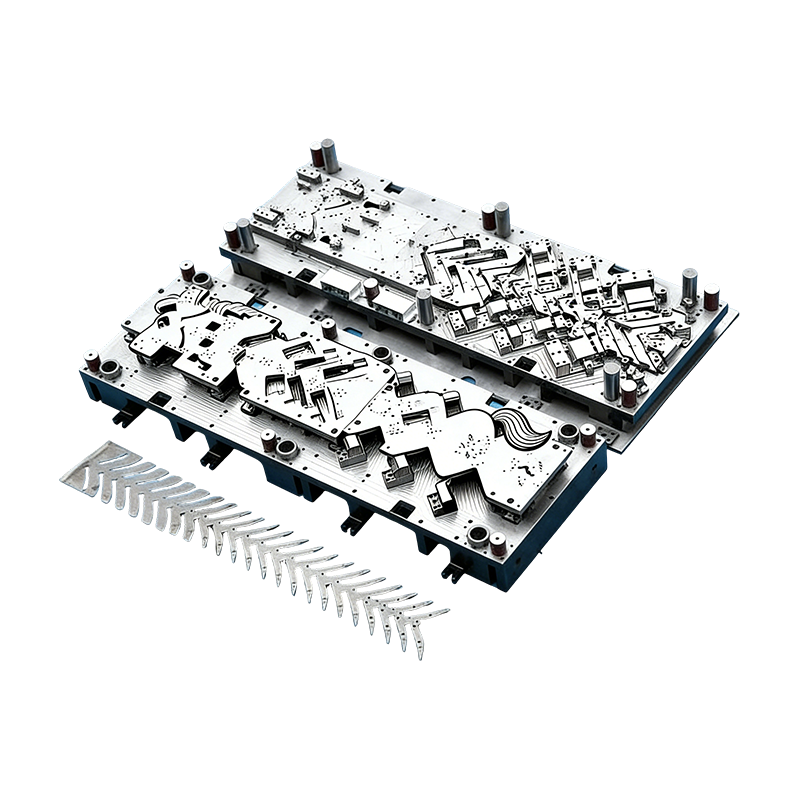
Otomotiv parçaları için progresif kalıplar
Otomotiv motor muhafazasına yönelik bu Sürekli ...
-
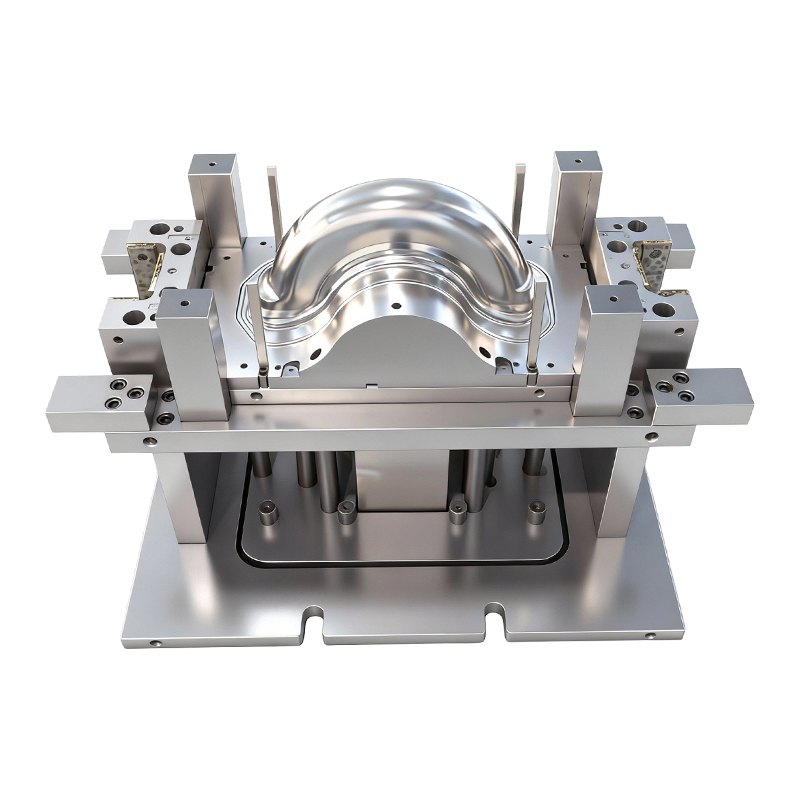
İki tekerlekli elektrikli araçların ön ve arka tekerlekleri için derin çekme kalıbı
İki tekerlekli elektrikli araçların ön ve arka ...
-
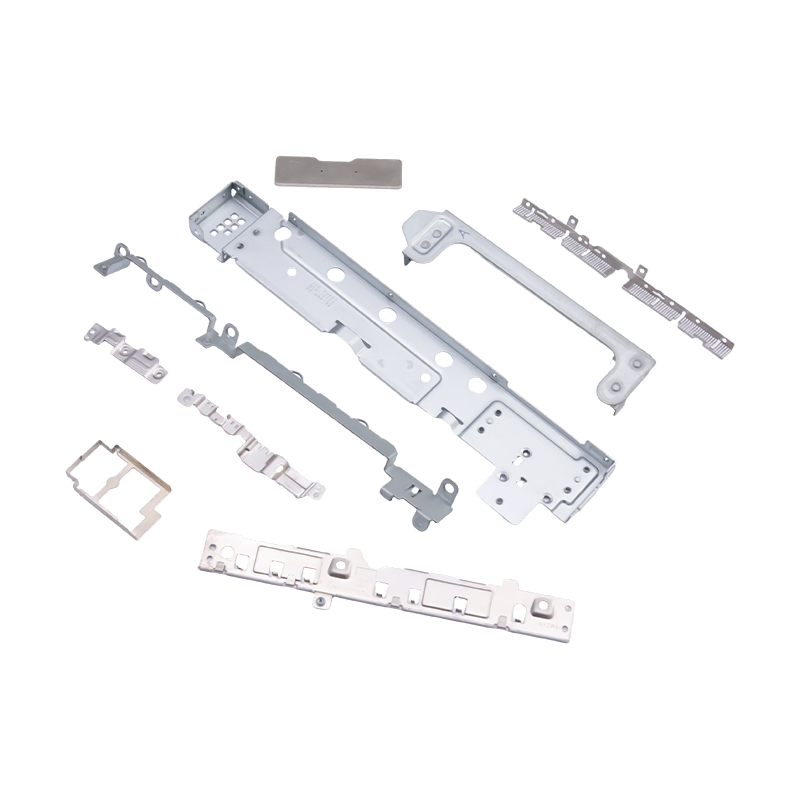
Dizüstü bilgisayarlar ve cep telefonları için küçük damgalı parçalar
Modern taşınabilir elektroniklerin temel dahili...
-

Otomotiv motor gövdesi damgalama parçaları
Otomotiv motor mahfazası damgalama parçaları, y...
-
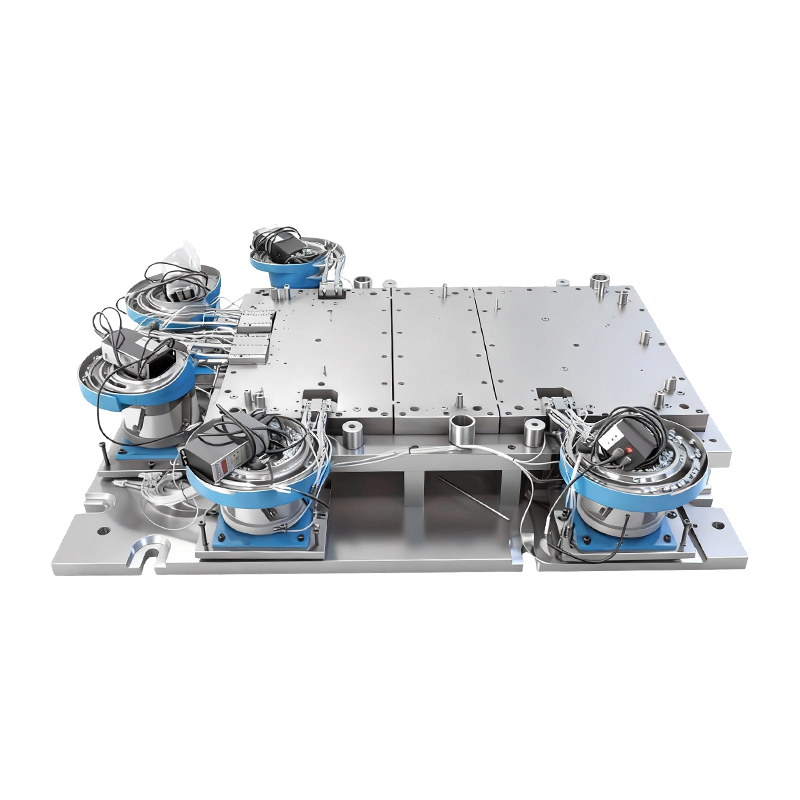
Büyük bilgisayar makine tabanı için otomatik perçinleme kalıbı
Büyük Bilgisayar Makine Tabanı için Bu Otomatik...
Sektör Haberleri
Ana sayfa / Haberler / Sektör Haberleri / Geleneksel ve Simülasyon İçin Optimize Edilmiş Otomotiv Damgalama Kalıpları Arasındaki Fark Nedir?
Geleneksel ve Simülasyon İçin Optimize Edilmiş Otomotiv Damgalama Kalıpları Arasındaki Fark Nedir?
2026-03-02
Geleneksel ve Simülasyon İçin Optimize Edilmiş Kalıplar Arasındaki Fark Neden Artık Önemli?
Otomotiv damgalama ölür araç üretiminde her zaman teknik açıdan en zorlu takım yatırımları arasında yer almıştır. Bir gövde paneli için tek bir kalıp seti, mühendislik, işleme ve deneme süresi açısından yüzbinlerce doları temsil edebilir ve tasarımın yanlış yapılmasının sonuçları, yalnızca yeniden işleme maliyetiyle değil, aynı zamanda gecikmiş üretim lansmanlarıyla, artan hurda oranlarıyla ve sonraki montaj işlemlerine yayılan parça kalitesinin bozulmasıyla da ölçülür. Onlarca yıldır kalıp tasarımı, deneyimli alet üreticilerinin birikmiş ampirik bilgisine dayanıyordu: yinelemeli fiziksel denemeler, boş tutucu kuvvetinde ve çekme boncuk geometrisinde manuel ayarlamalar ve kalıp tutarlı bir şekilde kabul edilebilir parçalar üretene kadar deneme yanılma yoluyla aşamalı iyileştirme.
Simülasyon için optimize edilmiş otomotiv damgalama kalıplarına geçiş bir gecede gerçekleşmedi, ancak araç programları aynı anda daha karmaşık ve daha fazla zaman kısıtlı hale geldikçe hızı keskin bir şekilde arttı. Özellikle elektrikli araçlar, geleneksel ampirik yaklaşımın pazarın talep ettiği sıkıştırılmış geliştirme zaman çizelgeleri dahilinde güvenilir bir şekilde ele alamayacağı, magnezyum-alüminyum alaşımlı pil muhafazaları, ultra yüksek mukavemetli çelik yapısal bileşenler ve şekillendirme sınırlarını zorlayan karmaşık derin çekilmiş geometriler gibi yeni maddi zorluklar ortaya çıkardı. Geleneksel ve simülasyonla optimize edilmiş kalıp tasarımı ve üretimi arasındaki somut farkları anlamak, 2025 ve sonrasında takım geliştirme süreçlerini değerlendiren mühendislik ekipleri için çok önemlidir.
Geleneksel Otomotiv Damgalama Kalıbı Geliştirme Aslında Nasıl Çalışıyor?
Geleneksel otomotiv damgalama kalıbı geliştirme, deneyimli bir kalıp tasarımcısının yerleşik tasarım kurallarına ve önceki benzer parçalarla desen eşleştirmesine dayalı bir kalıp konsepti oluşturduğu parça geometrisi ve malzeme spesifikasyonuyla başlar. Zımba, kalıp, boş tutucu ve kalıp seti geometrisi, el kitabı formülleri, özel tasarım yönergeleri ve tasarımcı kararının bir kombinasyonu yoluyla tanımlanır. Boş boyut, alana dayalı yöntemler veya basitleştirilmiş geometrik açılma kullanılarak tahmin edilir ve çekme kordonu konumları ve sınırlama kuvvetleri, mevcut parçadaki spesifik gerilim durumunun analizi yerine karşılaştırılabilir panel şekilleriyle ilgili genel deneyime dayalı olarak seçilir.
Fiziksel deneme aşaması, geleneksel sürecin bu yaklaşımın sınırlarını doğruladığı veya ortaya çıkardığı yerdir. İlk kalıp, düşük gerilimli bölgelerde kırışık, dar yarıçaplarda çatlama, kritik yapısal konumlarda aşırı malzeme incelmesi veya şekillendirilmiş geometriyi hassas gövde paneli montajı için gereken ±0,02 mm tolerans bandının dışına iten geri esneme içeren parçalar ürettiğinde, yanıt fiziksel müdahaledir: altlık ekleme yoluyla boş tutucu kuvvetini ayarlamak, kaynak ve yeniden taşlama yoluyla çekme boncuk geometrisini değiştirmek, yüksek sürtünme bölgelerinde yüzey işlemini değiştirmek veya metal akış modellerini değiştirmek için kalıp yüzeylerini kesmek. Her müdahale yeni bir deneme çalıştırması gerektirir ve karmaşık paneller, kalıp tutarlı bir şekilde kabul edilebilir parçalar üretmeden önce düzinelerce yineleme gerektirebilir.
Bu yaklaşımın maliyet etkileri önemlidir. Büyük bir transfer presinde veya aşamalı kalıp hattında fiziksel deneme süresi pahalıdır ve kusurları teşhis etmek, müdahaleleri tasarlamak ve değişiklikleri yürütmek için gereken mühendislik emeği, zorlu panellerde hızla birikir. Daha da önemlisi, ampirik yaklaşım yakınsama garantisi vermez; yalnızca deneyime dayanan bazı kalıp tasarımları, temel yeniden tasarım olmadan iyileştirilemeyen yerel bir optimuma ulaşır; bu durum, fiziksel aletlere önemli bir yatırım yapılana kadar belirgin hale gelmeyebilir.
Simülasyon İçin Optimize Edilmiş Kalıp Tasarımında Geliştirme Sürecinde Hangi Değişiklikler Oluyor?
Simülasyon için optimize edilmiş otomotiv damgalama kalıbı geliştirme, fiziksel deneme yanılma döngüsünün büyük bir kısmını, herhangi bir metal kesilmeden önce gerçekleştirilen sanal şekillendirme analizi ile değiştirir. Sonlu eleman analizi (FEA) yazılımı, uygulanan takım geometrisi ve işlem koşulları altında sacın gerilimini, gerinimini, kalınlık dağılımını ve geri esneme davranışını hesaplayarak, boş tutucuyla boş temastan tam çekme derinliğine kadar tüm şekillendirme sürecini modeller. Simülasyon çıktısı potansiyel kusur konumlarını tanımlar: çatlama riskinin arttığı şekillendirme sınır eğrisine yaklaşan bölgeler, kırışmanın meydana geleceği basınç gerilimi birikim bölgeleri ve yapısal performansı veya yüzey kalitesini tehlikeye atabilecek aşırı incelme alanları.
Kritik olarak simülasyon, fiziksel deneme yoluyla neredeyse imkansız olan parametrik optimizasyona olanak tanır. Boş tutucu kuvveti, aynı anda kırışmayı önleyen ve çatlamayı önleyen değeri bulmak için dakikalarca hesaplama süresi içinde tam uygun aralıkta değiştirilebilir; bu, geleneksel kalıp geliştirmede boş tutucu kuvvet kalibrasyonunu çok zorlu hale getiren karşıt arıza modlarıdır. Çekme kordonu geometrisi, konumu ve sınırlama kuvveti, karmaşık asimetrik panel geometrilerinde metal dağılımını yönetmek için gereken yöne bağlı akış direncini hesaba katarak, boş çevrenin her bir bölümü için bağımsız olarak optimize edilebilir. Derin çekme bölgelerinde gerekli olan ultra pürüzsüz Ra ≤ 0,05μm yüzey işlemleri de dahil olmak üzere yüzey işleme seçimi, bunları sağlayan işleme ve son işlem operasyonlarına başlamadan önce yüzey kalitesi iyileştirmelerinin şekillendirme sonuçlarını nasıl etkilediğini ölçen sürtünme katsayısı hassasiyet çalışmaları aracılığıyla değerlendirilebilir.
EV Bileşenleri için Derin Çekme Kalıpları: Simülasyonun Gerekli Olduğu Yer
Elektrikli araç geçişi, simülasyonu yalnızca avantajlı değil aynı zamanda pratik olarak gerekli kılan şekillendirme zorluklarını da beraberinde getirdi. EV'ye özgü bileşenlere (özellikle 2,5:1'i aşan derin çekme oranlarına sahip magnezyum-alüminyum alaşımlı pil muhafazalarına) yönelik derin çekme kalıpları, malzemenin arıza olmadan dayanabileceği sınırda çalışır. Alüminyum alaşımlarının şekillendirme sınırı davranışı, geleneksel otomotiv damgalama kalıbı geliştirmenin çevresinde deneyim biriktirdiği yumuşak ve yüksek mukavemetli çeliklerden temel olarak farklıdır: alüminyum, geleneksel gövde paneli çelik kalitelerine göre daha düşük şekillendirilebilirlik, daha güçlü anizotropi etkileri ve gerinim hızı ve sıcaklığa karşı daha fazla hassasiyet sergiler.
Fiziksel malzeme karakterizasyon testinden belirlenen şekillendirme sınır eğrileri, anizotropi katsayıları ve akış gerilimi eğrileri dahil olmak üzere doğru malzeme özelliği verileriyle kalibre edilen simülasyon araçları, herhangi bir takım yatırımı yapılmadan önce, önerilen kalıp geometrisinin zımba yarıçapında çatlama veya flanşta kırışma olmadan başarılı bir şekilde bir alüminyum pil muhafazası oluşturup oluşturmayacağını tahmin edebilir. Bu öngörme yeteneği özellikle 2,5:1'in üzerindeki derin çekme oranları için değerlidir; burada buruşma ve çatlama arıza modları arasındaki süreç penceresi, ampirik ayarlamanın sistematik hesaplamalı rehberlik olmadan istikrarlı bir çalışma koşulu bulma ihtimalinin düşük olduğu noktaya kadar daralır.
Malzeme incelmesi tahmini, EV derin çekme kalıpları için bir başka kritik simülasyon çıktısıdır. Akü muhafazaları ve yapısal EV bileşenleri, yapısal analiz ve güvenlik standartlarına göre belirlenen minimum duvar kalınlığı gereksinimlerini tanımlamıştır. Simülasyon, kalıp tasarımcılarının, yalnızca fiziksel denemenin temsil ettiği nominal tasarım noktasında değil, en ciddi şekilde gerilmiş bölgelerdeki incelmenin, tüm üretim varyasyonu (malzeme özelliği dağılımı, ham kalınlık toleransı, yağlama koşulu değişimi) boyunca izin verilen sınırlar dahilinde kaldığını doğrulamasına olanak tanır.
Bire Bir Karşılaştırma: Geleneksel ve Simülasyon İçin Optimize Edilmiş Damgalama Kalıbı Geliştirme
İki yaklaşım arasındaki pratik farklar, kalıp programı maliyetini, zamanlamasını ve kalite sonuçlarını yönlendiren temel boyutlarda en iyi şekilde anlaşılır:
| Gelişim Boyutu | Geleneksel Yaklaşım | Simülasyon İçin Optimize Edilmiş Yaklaşım |
| Kusur tespit zamanlaması | Fiziksel deneme, işleme sonrası | Sanal analiz, ön işleme |
| Boş tutucu kuvvet optimizasyonu | Ampirik ayar sacı ayarı | Parametrik FEA taraması |
| Alüminyum/EV malzeme kapasitesi | 2,0:1 beraberlik oranının üzerinde güvenilmez | 2,5:1'i aşan oranlar için doğrulanmıştır |
| Geri yaylanma yönetimi | Deneme yanılma tazminat kesintileri | CAD'de tahmin edilir ve önceden telafi edilir |
| Tolerans başarısı (±0,02 mm) | Birden fazla deneme yinelemesi gerekli | İlk vuruş yeteneği önemli ölçüde daha yüksek |
| Program zamanlama riski | Yüksek, deneme yinelemeleri öngörülemez | Azaltıldı, önemli sorunlar neredeyse çözüldü |
Akıllı İzleme Entegrasyonu ve Modüler Kalıp Yapılarının Rolü
Simülasyon optimizasyonu, kalıp tasarımı tamamlanıp işlendiğinde sona ermez. Modern otomotiv damgalama kalıpları, üretim sırasında gerçek zamanlı geri bildirim sağlayan akıllı izleme sistemlerini (boş tutucu kuvvet dağılımını ölçen kalıp içi sensörler, çatlak başlangıcını algılayan akustik emisyon sensörleri ve baskı hızında parça geometrisini denetleyen görüntü sistemleri) giderek daha fazla entegre ediyor. Bu izleme altyapısı, süreç mühendislerinin, simülasyonun kararlı çalışma penceresi olarak oluşturduğu optimize edilmiş şekillendirme koşullarından sapmayı tespit etmesine olanak tanır ve hurda birikmesinden ziyade kusur oranları artmadan önce düzeltici eylemi tetikler.
Modüler kalıp yapıları, aşınmanın geometrilerini optimize edilmiş şekillendirme koşulunu korumak için gereken toleransın altına düşürmesi durumunda ayrı kalıp bileşenlerinin (aşınma açısından kritik konumlardaki kesici uçlar, çekme kordonu bölümleri, boş tutucu bölümleri) bağımsız olarak değiştirilmesine izin vererek simülasyon optimizasyonunun değerini daha da artırır. Modüler yapı, bir bölge aşınmaya yaklaştığında tüm kalıp setini kullanımdan kaldırmak yerine, etkilenen bileşenlerin hedeflenen şekilde değiştirilmesine olanak tanır, kalan kalıp yapısına yapılan yatırımı korur ve simülasyon için optimize edilmiş sürecin tutarlı sürtünme koşulları ve parça kalitesi için bağlı olduğu yüzey işleme kalitesini (kritik şekillendirme bölgelerinde Ra ≤ 0,05μm) korur.
Geçişi Değerlendiren Mühendislik Ekipleri için Pratik Rehber
Gelenekselden simülasyonla optimize edilmiş otomotiv damgalama kalıbı geliştirmeye geçişi düşünen mühendislik ekipleri, mevcut süreçlerini çeşitli pratik kriterlere göre değerlendirmelidir. Simülasyon yatırımı için durum, program geleneksel ampirik yöntemlerin yetersiz bir şekilde ele aldığı aşağıdaki özelliklerden herhangi birini içerdiğinde en güçlü duruma gelir:
- Şekillendirme sınır marjlarının dar olduğu ve malzeme özelliği varyasyonunun kusur riski üzerinde önemli etkiye sahip olduğu gelişmiş yüksek dayanımlı çelik veya alüminyum alaşımlı malzemeler
- Özellikle malzeme inceltme sınırlarının sıkı bir şekilde belirlendiği EV akü muhafazaları ve yapısal içi boş bileşenler için 2,0:1'in üzerindeki çekme oranlarını hedefleyen derin çekme kalıpları
- Kırışma veya yüzey sapması kusurlarının kozmetik olarak kabul edilemez olduğu ve deneme sırasında geçici olarak bile tolere edilemediği A Sınıfı yüzey gereksinimlerine sahip gövde panelleri
- Uzatılmış fiziksel deneme yinelemelerinin kabul edilemez zamanlama riski oluşturduğu, sıkıştırılmış geliştirme zaman çizelgelerine sahip programlar
- Simülasyon yatırımının amorti edilmiş maliyetinin, daha istikrarlı ve sağlam bir şekillendirme prosesinden elde edilen üretim verimliliği kazanımlarına kıyasla ihmal edilebilir düzeyde olduğu yüksek hacimli üretim kalıpları
Simülasyon için optimize edilmiş otomotiv damgalama kalıbı geliştirmeyi uygulamak için gereken yatırım, yazılım lisanslamayı, doğru simülasyon malzeme kartlarını doldurmak için malzeme karakterizasyon testini ve simülasyon sonuçlarını yorumlamak ve bunları eyleme geçirilebilir kalıp tasarımı kararlarına dönüştürmek için gereken mühendislik becerisi gelişimini kapsar. Bu maliyetler gerçektir ancak fiziksel deneme süresindeki azalmalar, üretim lansmanı sırasındaki hurda oranlarının düşürülmesi ve otomotiv program geliştirmedeki en pahalı müdahalelerden bazılarını temsil eden son aşama kalıp modifikasyonlarının ortadan kaldırılması yoluyla sürekli olarak geri kazanılmaktadır. Hem geleneksel gövde panelleri hem de EV'ye özgü hafif bileşenler için kalıplar üreten tesisler için simülasyon yeteneği gelecekteki bir arzu değil, mevcut bir rekabet gereksinimidir.

Önceki yazı
Mikro Damgalama ve Standart Elektronik Parçalar Arasındaki Temel Farklılıklar Nelerdir?
Sonraki Gönderi
Gelişmiş Yüksek Mukavemetli Çelikler Otomotiv Damgalama Parçaları İmalatını Nasıl Değiştirir?
Bizim Ürünler.
İşinize Burada Bir OEM Üreticisiyle Başlayın!
Küresel müşterilere eksiksiz anahtar teslim çözümler sağlayın
aracılığıyla
yenilik!
HIZLI BAĞLANTILAR
İLETİŞİM BİLGİLERİ.
-
 +86-139 1308 8972
+86-139 1308 8972 -

-
 No. 118 Yexin Yolu, Wujiang Ekonomik Kalkınma Bölgesi, Suzhou, Çin
No. 118 Yexin Yolu, Wujiang Ekonomik Kalkınma Bölgesi, Suzhou, Çin
Telif hakkı © Suzhou Shuangqisi Kalıp Ekipmanları Co, Ltd Tüm Hakları Saklıdır. Özel Damgalama Kalıbı Metal Damgalama Kalıbı Üreticileri
