-
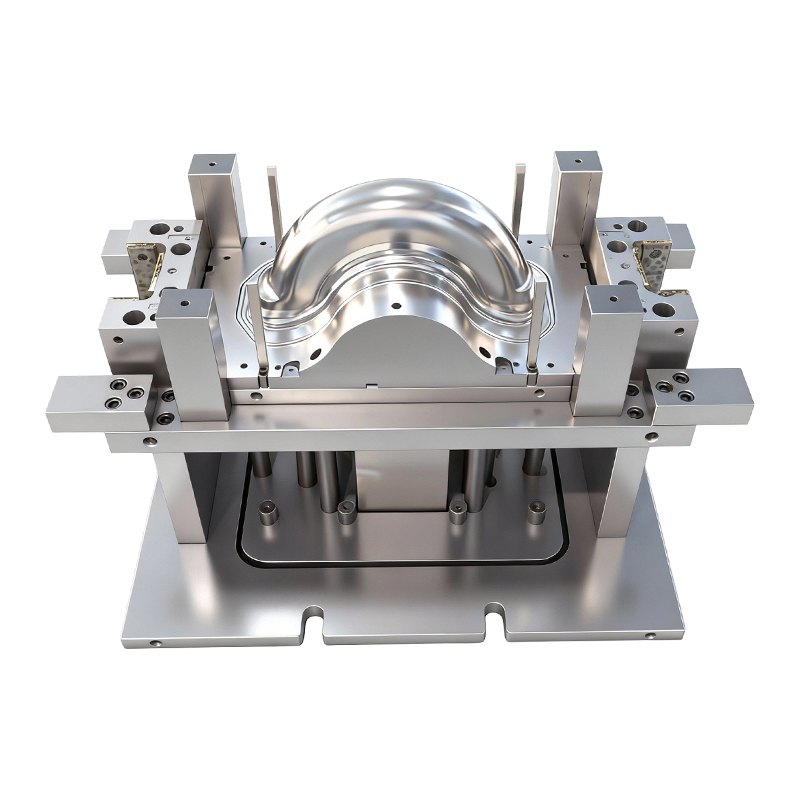
İki tekerlekli elektrikli araçların ön ve arka tekerlekleri için derin çekme kalıbı
İki tekerlekli elektrikli araçların ön ve arka ...
-
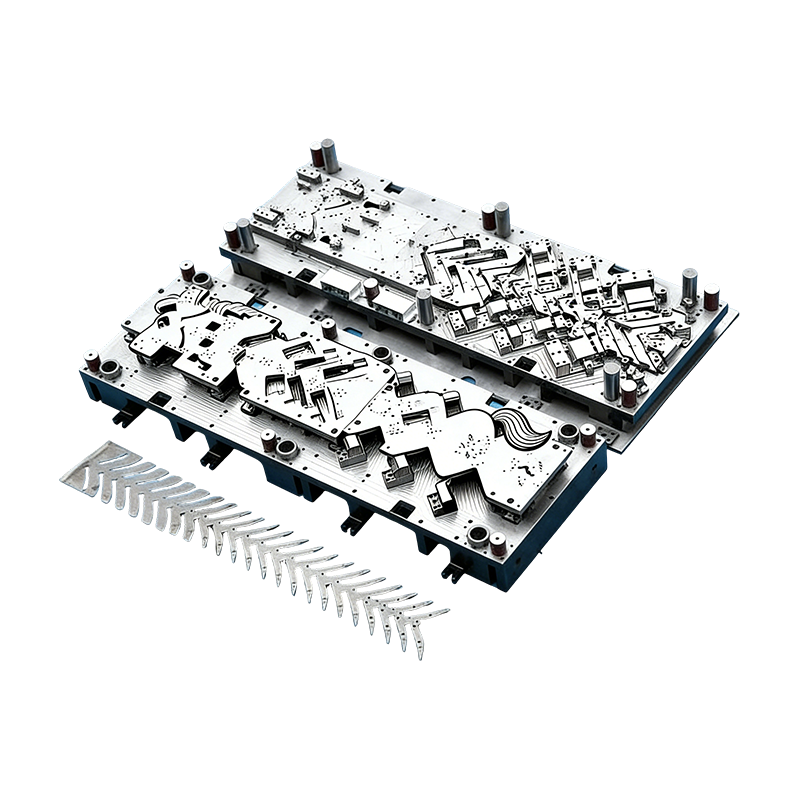
Otomotiv parçaları için progresif kalıplar
Otomotiv motor muhafazasına yönelik bu Sürekli ...
-
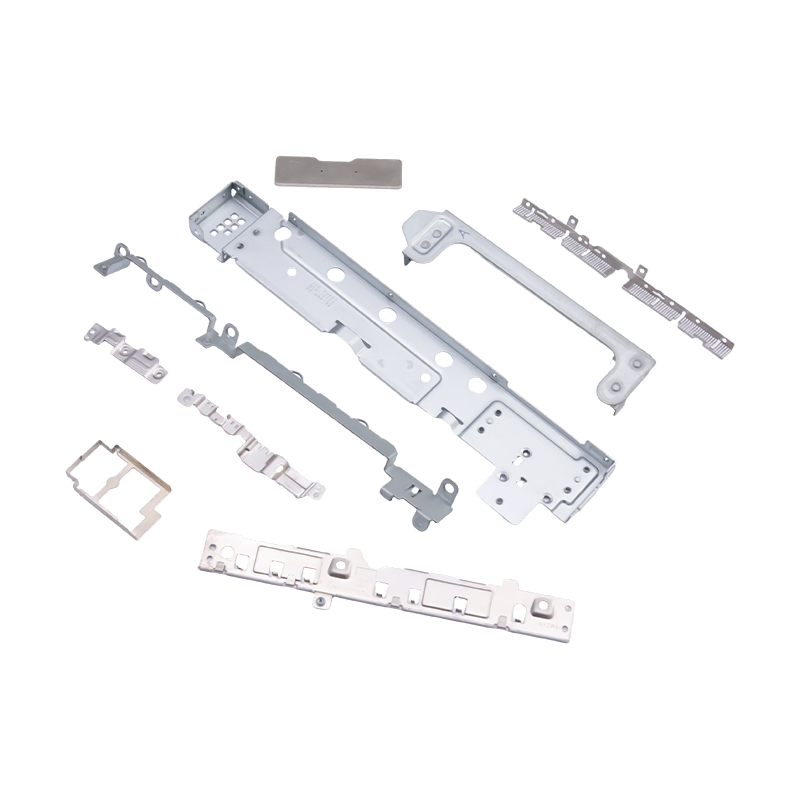
Dizüstü bilgisayarlar ve cep telefonları için küçük damgalı parçalar
Modern taşınabilir elektroniklerin temel dahili...
-
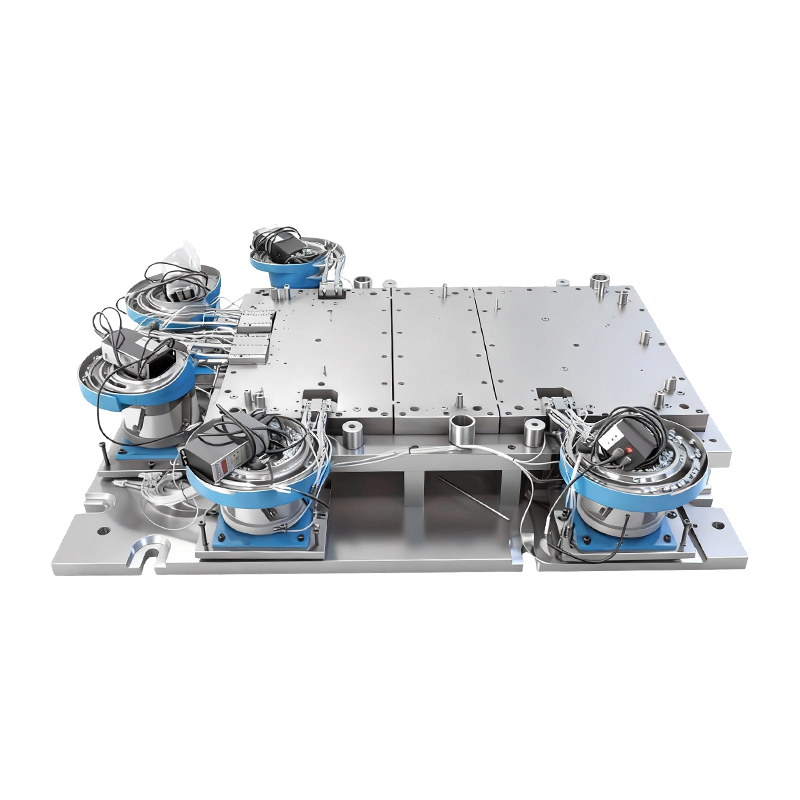
Büyük bilgisayar makine tabanı için otomatik perçinleme kalıbı
Büyük Bilgisayar Makine Tabanı için Bu Otomatik...
-
Dizüstü damgalama parçaları
Dizüstü bilgisayar damgalama parçalarımız, dizü...
Sektör Haberleri
Ana sayfa / Haberler / Sektör Haberleri / Progresif ve Transfer Metal Damgalama Kalıpları Arasındaki Fark Nedir?
Progresif ve Transfer Metal Damgalama Kalıpları Arasındaki Fark Nedir?
2026-02-25
Her Kalıp Tipi Malzemeyi Pres İçinde Nasıl Taşır?
Progresif ve transfer metal damgalama kalıpları arasındaki en temel fark, iş parçasının bir şekillendirme istasyonundan diğerine nasıl hareket ettiğidir. Aşamalı bir kalıpta işlenmemiş parça, tüm şekillendirme sırası boyunca orijinal bobin şeridine bağlı kalır. Şerit, her pres vuruşunda sabit bir adımla ilerler ve kısmen oluşturulmuş parçaları birbirini takip eden istasyonlar (delme, delme, bükme, çekme) boyunca taşır, ta ki bitmiş parça son istasyonda iskeletten kesilene kadar. Parça, şekillendirme tamamlanana kadar şeritten hiçbir zaman fiziksel olarak ayrılmaz; bu, şeridin kendisinin her işlem için taşıyıcı ve konumlandırma referansı görevi gördüğü anlamına gelir.
Aktarım metal damgalama ölür temelde farklı bir prensiple çalışırlar. İlk istasyonda bobinden veya levhadan bir parça kesilir ve daha sonra mekanik veya servo tahrikli transfer parmak sistemi ile serbest, bağımsız bir parça olarak istasyondan istasyona taşınır. Parça artık bir şeride bağlı olmadığı için istasyonlar arasında yeniden konumlandırılabilir, çevrilebilir veya yeniden yönlendirilebilir; iş parçası hala sürekli bir taşıyıcıya bağlıyken geometrik olarak imkansız olan hareketler yapılabilir. Malzemenin nasıl işlendiğine ilişkin bu ayrım, yetenek, maliyet ve uygulama açısından iki kalıp türü arasındaki hemen hemen tüm diğer farkların temel nedenidir.
Parça Geometrisi ve Şekillendirme Karmaşıklığı
Progresif metal damgalama kalıpları, profil açısından nispeten düz veya sığ olan parçalara en uygunudur. Parça şerit içinde kaldığı için, oluşturulmuş herhangi bir özelliğin toplam yüksekliği, oluşturulmuş geometrinin bitişik istasyonlara veya kalıp yapısına zarar vermeden, şeridin kalıptan temiz bir şekilde beslenmeye devam etmesi ihtiyacı tarafından sınırlanır. Mütevazı çekme derinliğine sahip parçalar (braketler, terminaller, klipsler, laminasyonlar ve ince kesitli donanım) için bu kısıtlama nadiren önemlidir ve aşamalı takımlama doğal seçimdir. Şerit düzeni genellikle %75'in üzerinde malzeme kullanım oranları elde edecek şekilde tasarlanabilir ve bir aktarma mekanizmasının olmaması, daha az mekanik bileşen ve daha basit bir genel sistem anlamına gelir.
Aktarım metal stamping dies become necessary when part geometry demands forming in multiple planes, deep drawing on more than one axis, or operations on surfaces that face downward relative to the strip — a configuration impossible to tool in a progressive die. Shell-shaped components, tubular cross-sections, parts with undercut flanges, and deep-drawn housings all fall into this category. Because the blank travels as an individual piece, the transfer die can present it to each station in the optimal orientation, including upside-down or rotated 90° if the forming geometry requires it. This three-dimensional freedom is the primary technical justification for the higher tooling investment that transfer dies require.
Hız, Verim ve Üretim Hacmi
Progresif metal damgalama kalıpları, dakikadaki strok sayısı açısından sürekli olarak transfer kalıplarından daha iyi performans gösterir. Senkronize edilecek bir transfer mekanizması olmadığından (stroklar arasında uzatılacak, tutulacak, hareket ettirilecek ve geri çekilecek parmaklar olmadığından) progresif kalıplar, parça karmaşıklığına ve pres kapasitesine bağlı olarak 200 ila 1.500 SPM hızlarında çalışabilir. Yılda milyonlarca parçayla ölçülen yüksek hacimli, küçük ila orta parça üretimi için bu hız avantajı, diğer herhangi bir damgalama yönteminin eşleşmesinin zor olduğu belirleyici bir üretim avantajına dönüşüyor.
Aktarım dies are typically limited to 30–150 SPM by the kinematics of the transfer system, which must complete its full motion cycle — extending into the die, gripping the part, retracting, advancing to the next station, and releasing — within the window allowed by press ram motion. Servo transfer systems have improved this significantly compared to mechanical cam-driven fingers, but the fundamental cycle time constraint remains. For parts that genuinely require transfer die capability, this speed difference is an accepted trade-off rather than a flaw, since progressive tooling simply cannot produce those geometries at any production rate.
Takım Maliyeti, Bakım ve Kurulum Karşılaştırması
Takım yatırımı ve devam eden bakım maliyetleri, iki kalıp türü arasında büyük ölçüde farklılık gösterir ve bu farklılıkları anlamak, sağlam bir kaynak bulma kararı vermek için çok önemlidir.
| Faktör | Progresif Metal Damgalama Kalıpları | Aktarım Metal Stamping Dies |
| İlk takım maliyeti | Orta ila yüksek | Yüksekten çok yükseğe |
| Çalıştırma başına kurulum süresi | Daha kısa — tek kalıp seti | Daha uzun — aktarım sisteminin zamanlanması ve ayarlanması gerekir |
| Bakım karmaşıklığı | Orta — zımba/kalıp bileme, pilot aşınma | Daha yüksek — transfer parmakları, raylar ve zamanlama aşınma noktaları ekler |
| Kalıp değiştirme esnekliği | Sınırlı — istasyonlar birbirine bağımlıdır | Daha yüksek — bireysel istasyon kalıpları bağımsız olarak değiştirilebilir |
| Minimum uygulanabilir hacim | Yüksek (hacim üzerinden maliyeti amortize eder) | Orta ila yüksek |
Transfer metal damgalama kalıplarının aşamalı takımlamaya göre sağladığı bir bakım avantajı, tüm takımı yeniden inşa etmeden bireysel istasyon kalıplarına bakım yapma veya değiştirme yeteneğidir. Her istasyon kalıbı ayrı bir birim olduğundan, diğerleri preste kalırken aşınmış bir çekme istasyonu çekilip yeniden taşlanabilir. Progresif bir kalıpta, tüm istasyonlar tek bir bileşik düzeneğe entegre edilmiştir; bu, kalıbın sökülmesini gerektiren herhangi bir bakımın tüm takımı ve tüm üretim sürecini etkilediği anlamına gelir.
Malzeme Kullanımı ve Hurda Oranı Farklılıkları
Malzeme kullanımı, iki kalıp tipinin anlamlı şekilde farklılaştığı başka bir alandır. Aşamalı metal damgalama kalıpları, işlenmesi, kesilmesi ve atılması veya geri dönüştürülmesi gereken sürekli bir hurda iskeleti (boşluklar veya bitmiş parçalar çıkarıldıktan sonra kalan şerit) üretir. Parça geometrisine ve şerit yerleşim verimliliğine bağlı olarak hurda iskeleti, tüketilen toplam bobin ağırlığının %20-40'ını temsil edebilir. Açılı boşluklara, aralıklı karşılıklı parçalara veya çok sıralı konfigürasyonlara sahip gelişmiş şerit yerleşimleri bu rakamı önemli ölçüde azaltabilir, ancak iskelet, şerit içi işlemenin kaçınılmaz bir yan ürünüdür.
Aktarım metal stamping dies cut the blank to near-net shape at the first station, so the scrap generated at that point can be optimized independently of the forming sequence that follows. For large parts with complex contours — where a progressive strip layout would require a very wide scrap bridge to maintain strip integrity — transfer blanking can achieve materially better utilization by nesting blanks tightly and running a dedicated high-efficiency blanking operation ahead of the transfer line. The scrap from subsequent forming stations is typically minimal, consisting only of piercing slugs and trim offal rather than a continuous skeleton.
Uygulamanız için Doğru Kalıp Tipini Seçme
Progresif ve transfer metal damgalama kalıpları arasında seçim yapmak, yalnızca maliyetten ziyade parça gereksinimlerinin yapılandırılmış bir değerlendirmesiyle yapılmalıdır. Aşağıdaki kriterler pratik bir karar çerçevesi sağlar:
- Parça geometrisi: Parça bir şerit halinde düz kalırken tamamen şekillendirilebiliyorsa (tüm özelliklere yeniden konumlandırmaya gerek kalmadan yukarıdan veya aşağıdan erişilebilir) aşamalı takımlama uygundur. Parçanın birden fazla yüzünde şekillendirme, yaklaşık 1:1 derinlik-çap oranının ötesinde derin çekme veya flanşın alt tarafında işlemler gerekiyorsa transfer takımı gerekir.
- Üretim hacmi: Çok yüksek yıllık hacimler (orta karmaşıklıktaki parçalar için genellikle yılda 500.000 parçanın üzerinde), hız avantajı parça başına baskı süresi maliyetini önemli ölçüde azalttığı için progresif kalıpları tercih eder. Transfer kalıpları, parça geometrisinin aşamalı işlemeyi imkansız hale getirdiği orta hacimler için daha ekonomiktir.
- Parça boyutu: Herhangi bir boyutta kabaca 400 mm'yi aşan geniş formatlı parçalar, progresif kalıplarda pratik olmaz çünkü ortaya çıkan kalıp uzunluğu ve bobin genişliği gereksinimleri, tipik pres ve bobin taşıma kapasitelerini aşar. Transfer hatları, tek bir uzun progresif takım yerine parçaya göre boyutlandırılmış ayrı istasyon kalıpları kullanarak büyük parçaları daha pratik bir şekilde işler.
- Boyutsal doğruluk gereksinimleri: Progresif kalıplar, şeritteki deliklere takılan pilot pimler aracılığıyla parçayı konumlandırırken, transfer kalıpları, her istasyondaki parça özellikleri veya yuva takımları aracılığıyla ayrı ayrı işlenmemiş parçaları konumlandırır. Özellikler arası konum toleransının ±0,05 mm'den daha dar olduğu parçalar için, her kalıp tipinin yerleştirme stratejisi, oluşturacağı tolerans yığınına göre dikkatle değerlendirilmelidir.
- Gelecekteki tasarım esnekliği: Parça tasarımının ürün yaşam döngüsü boyunca değişmesi bekleniyorsa, transfer takımları, bireysel istasyon kalıpları bağımsız olarak değiştirilebildiğinden daha fazla uyarlanabilirlik sunar. Aşamalı bir kalıptaki bir özelliğin değiştirilmesi çoğu zaman birbirine bağlı birden fazla istasyonun aynı anda yeniden tasarlanmasını gerektirir.
Uygulamada karar nadiren tek başına verilir. Deneyimli bir kalıp üreticisi, bir takımlama stratejisi önermeden önce parça çizimini, yıllık hacim tahminini, mevcut baskı kaynaklarını ve sonraki montaj gereksinimlerini birlikte değerlendirecektir. Hem progresif hem de transfer metal damgalama kalıpları olgun, iyi anlaşılmış teknolojileri temsil eder; önemli olan, en tanıdık yaklaşımı varsayılan olarak kullanmak yerine, doğru teknolojiyi uygulamanın özel talepleriyle eşleştirmektir.

Önceki yazı
Maliyet Karşılaştırması: 2026'da Metal Damgalama Parçaları VS Metal Çekme Parça Ürünleri
Sonraki Gönderi
Otomotiv damgalama kalıbı endüstrisi, yeni bir teknolojik yükseltme turu başlatıyor.
Bizim Ürünler.
İşinize Burada Bir OEM Üreticisiyle Başlayın!
Küresel müşterilere eksiksiz anahtar teslim çözümler sağlayın
aracılığıyla
yenilik!
HIZLI BAĞLANTILAR
İLETİŞİM BİLGİLERİ.
-
 +86-139 1308 8972
+86-139 1308 8972 -

-
 No. 118 Yexin Yolu, Wujiang Ekonomik Kalkınma Bölgesi, Suzhou, Çin
No. 118 Yexin Yolu, Wujiang Ekonomik Kalkınma Bölgesi, Suzhou, Çin
Telif hakkı © Suzhou Shuangqisi Kalıp Ekipmanları Co, Ltd Tüm Hakları Saklıdır. Özel Damgalama Kalıbı Metal Damgalama Kalıbı Üreticileri
